
Perçage de surfaces irrégulières
Le perçage de surfaces irrégulières peut provoquer des forces excessives et déséquilibrées sur les arêtes de coupe du foret conduisant à une usure prématurée. Il est important de suivre les directives et de réduire l’alimentation si nécessaire.
Apprenez-en davantage sur les défis et les stratégies pour chaque type de foret.


Forets à plaquettes indexables
Perçage de surfaces irrégulières
Irrégulière
Convexe
Concave
- Utiliser le foret le plus court possible pour minimiser la tendance aux vibrations et diminuer les effets de la déflexion
- Valeurs de départ recommandées pour la vitesse de coupe et l’avance recommandée la plus faible
- Déconseillé pour 6–7×DC lorsque le rayon concave est identique ou inférieur au rayon du foret
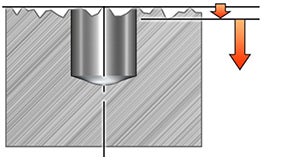
Trous pré-percés
- Pour que la force de coupe soit équilibrée entre la plaquette centrale et la plaquette périphérique à un niveau acceptable, le trou préusiné ne doit pas dépasser DC/4

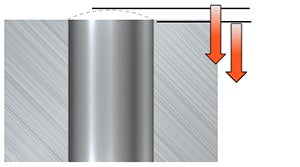
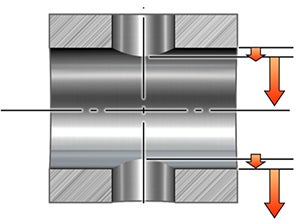
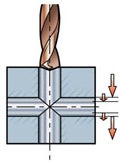
Perçage de trous sécants
Défis:
- L’évacuation des copeaux est affectée et peut devenir plus problématique
- L’ébavurage à la croisée est difficile. La formation de bavures doit être aussi faible que possible
- Usure plus importante que le perçage conventionnel
Lignes directrices:
- Pour les trous de différents diamètres : percer d’abord le trou le plus grand pour réduire la formation de bavures
- Commencer avec l’avance recommandée la plus faible lors du franchissement des trous
- Déconseillé dans les matières à copeaux longs en raison de l’évacuation des copeaux lors du franchissement des trous
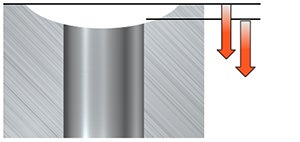
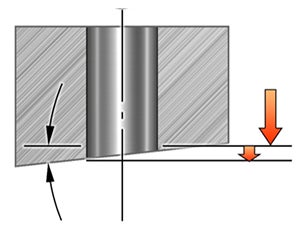
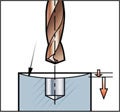
Perçage d’entrées/sorties inclinées
Génère des forces irrégulières et excessives agissant sur les arêtes de coupe
- Coupe intermittente à l’entrée ou à la sortie du foret
- Augmentation des risques de vibrations
- Peut fausser le profil de perçage
- Usure plus importante que le perçage conventionnel
Recommandations générales :
- La stabilité est cruciale. Un petit rapport longueur/diamètre permet de conserver les tolérances
- Le fraisage d’une petite surface plane est recommandé lors de l’entrée dans des pièces avec une grande inclinaison
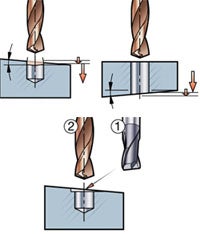
Surfaces inclinées ou inclinées, entrée
- Utiliser le foret le plus court possible pour minimiser la tendance aux vibrations et diminuer les effets de la déflexion
- Commencer avec la vitesse de coupe recommandée la plus basse et 1/3 de l’avance recommandée la plus faible (ou moins) jusqu’à ce qu’elle soit complètement engagée, puis revenir à l’avance normale
- 4–5×DC L’entrée inclinée peut être inclinée jusqu’à 15º
- 6–7×DC L’entrée inclinée peut être inclinée jusqu’à 10º

Surfaces inclinées ou inclinées, sortie
- Utiliser le foret le plus court possible pour minimiser la tendance aux vibrations et diminuer les effets de la déflexion
- Valeurs de départ recommandées pour la vitesse de coupe et l’avance recommandée la plus faible (ou moins)
- 4–5×DC la sortie inclinée peut être inclinée jusqu’à 15º
- 6–7×DC la sortie inclinée peut être inclinée jusqu’à 5º
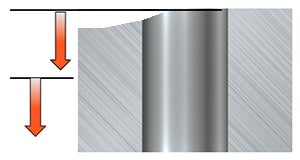
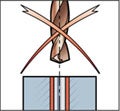
Perçage de surfaces à courbure asymétrique
- Utiliser le foret le plus court possible pour minimiser la flexion du foret vers l’extérieur à partir du centre, de manière similaire à une surface inclinée
- Réduire l’avance à 1/3 de la vitesse de pénétration initiale pour les surfaces concaves
- Le rayon de la surface courbe doit être plus grand que le rayon du foret
- Déconseillé pour les forets 6–7×DC
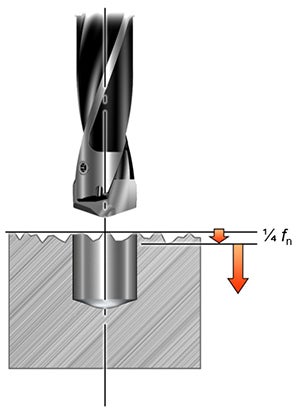
Forets à embout amovible
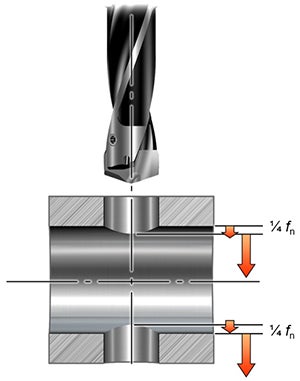
Surfaces irrégulières
- Réduire l’avance à 1/4 de l’avance normale pour éviter l’écaillage
- Si les conditions sont instables, réaliser un trou pilote (de préférence avec un CoroDrill® 870 court) ou un fraisage ponctuel pour créer une surface plane
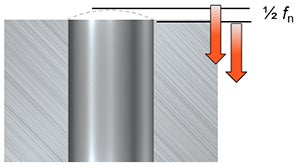
Surfaces convexes/concaves
Convexe
Concave
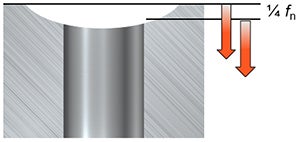
- Le trou doit être perpendiculaire à la surface
- Rayon de surface minimum recommandé
- Convexe : 4×DC
- Concave : 1×DC
- Garantir des conditions stables et utiliser le foret le plus court possible
- Réduire l’avance à l’entrée
- Convexe : 1/2 du taux normal
- Concave : 1/4 du taux normal
- La qualité du trou et la durée de vie de l’outil pourraient être affectées par des conditions favorables
- Réaliser un trou pilote ou une fraise ponctuelle pour créer une surface plane si le rayon est plus petit que recommandé
Trous pré-percés
- Déconseillé en raison du risque d’écaillage de l’arête de coupe
Perçage de trous sécants
Défis:
- L’évacuation des copeaux est affectée et peut devenir plus problématique
- L’ébavurage à la croisée est difficile. La formation de bavures doit être aussi faible que possible
- Usure plus importante que le perçage conventionnel
Lignes directrices:
- Toujours percer le trou le plus grand en premier afin de réduire au minimum la formation de bavures intérieures
- Le diamètre minimum recommandé sur le trou à franchir est de 2×DC (pour que le centre de la pointe pénètre en premier dans la pièce)
- Garantir des conditions stables et utiliser le foret le plus court possible
- Réduire l’avance à 1/4 de l’entrée et de la sortie des trous
- Réduire l’avance de retrait
- La qualité du trou et la durée de vie de l’outil pourraient être affectées par des conditions favorables
Perçage d’entrées/sorties inclinées
Génère des forces irrégulières et excessives agissant sur les arêtes de coupe
- Coupe intermittente à l’entrée ou à la sortie du foret
- Augmentation des risques de vibrations
- Peut fausser le profil de perçage
- Usure plus importante que le perçage conventionnel
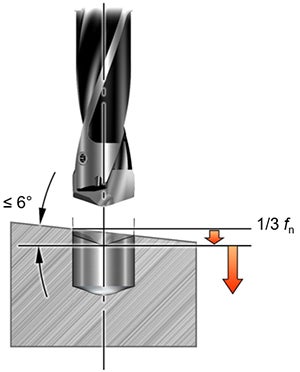
Surfaces inclinées ou inclinées, entrée
- L’angle maximum recommandé entre le centre et l’angle est de 6 degrés pour que la pointe pénètre en premier dans la pièce
- Garantir des conditions stables et utiliser le foret le plus court possible
- Réduire l’avance à 1/3 de l’avance normale à l’entrée
- Faire un trou pilote (de préférence avec un CoroDrill® 870 court) ou un fraisage ponctuel pour créer une surface plane si l’angle est plus grand ou si la longueur est plus grande
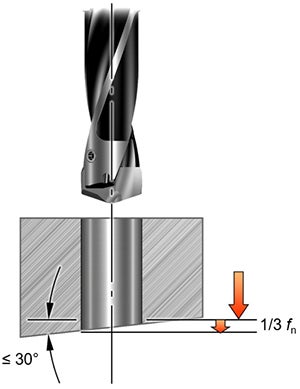
Surfaces inclinées ou inclinées, sortie
- L’angle maximum recommandé est de 30 degrés
- Garantir des conditions stables et utiliser le foret le plus court possible
- Réduire l’avance à 1/3 de l’avance normale en sortie de trou
- Réduire l’avance de retrait
- La qualité du trou et la durée de vie de l’outil pourraient être affectées par des conditions favorables
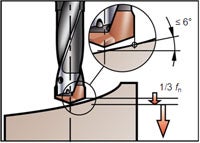
Perçage de surfaces à courbure asymétrique
Provoque la flexion du foret par rapport à l’axe du trou
- Au départ, seule la périphérie de l’arête de coupe est en contact
- Similaires mais pas identiques aux surfaces inclinées
- L’angle maximum recommandé entre le centre et l’angle est de 6 degrés
- Conditions stables
- Utiliser le foret le plus court possible
- Réduire l’avance à la normale à l’entrée
- La qualité des trous et la durée de vie de l’outil pourraient être réduites par rapport au perçage dans des conditions favorables
- Faire un trou pilote ou une fraise ponctuelle pour créer une surface plane s’il y a un angle plus grand ou une plus grande longueur
Forets carbure monobloc
Surfaces irrégulières
- Possibilité d’endommager le foret lors de la pénétration de la surface et/ou de la sortie du trou
- Portez une attention particulière pour les forets de petit diamètre car une déflexion peut se produire provoquant un mauvais alignement, un errement du trou et même la rupture de l’outil
- Réduire l’avance à 25 % de la vitesse recommandée jusqu’à ce que le diamètre complet soit coupé afin de réduire les risques d’écaillage

Surfaces convexes
- Possible si le rayon est > 4 fois le diamètre du foret et si le trou est perpendiculaire au rayon
- Avance : 50–100% de la vitesse recommandée jusqu’à ce que le diamètre complet soit coupé
- Il est aussi possible de fraiser une petite surface plane avant le perçage

Surfaces concaves
- Possible si le rayon est de >15 fois le diamètre du foret et si le trou est perpendiculaire au rayon
- Réduire l’avance à 30 % de l’avance recommandée jusqu’à ce que le diamètre total soit coupé
- Il est aussi possible de fraiser une petite surface plane avant le perçage
Trous pré-percés
- Déconseillé en raison du risque d’écaillage de l’arête de coupe
Perçage de trous sécants
Défis:
- L’évacuation des copeaux est affectée et peut devenir plus problématique
- L’ébavurage à la croisée est difficile. La formation de bavures doit être aussi faible que possible
- Usure plus importante que le perçage conventionnel
Lignes directrices générales :
- Une réduction de l’avance est généralement nécessaire car le foret traverse le trou existant
- Pour les trous de différents diamètres : percer d’abord le trou le plus grand pour réduire la formation de bavures
- Pour les profondeurs de perçage inférieures à 12×D, réduire l’avance à 25% de la vitesse recommandée lors du franchissement du trou existant
- Pour les trous de différents diamètres : percer d’abord le trou le plus grand pour réduire la formation de bavures
Perçage d’entrées/sorties inclinées
Génère des forces irrégulières et excessives agissant sur les arêtes de coupe
- Coupe intermittente à l’entrée ou à la sortie du foret
- Augmentation des risques de vibrations
- Peut fausser le profil de perçage
- Usure plus importante que le perçage conventionnel
Recommandations générales :
- La stabilité est cruciale. Un petit rapport longueur/diamètre permet de conserver les tolérances
- Le fraisage d’une petite surface plane est recommandé lors de l’entrée dans des pièces avec une grande inclinaison
- Inclinaisons jusqu’à 10 degrés
- Réduire l’avance à 30 % de l’avance recommandée jusqu’à ce que le diamètre total soit coupé
- Inclinaison de plus de 10 degrés
- Déconseillé pour le perçage
- Alternative pour les grandes inclinaisons – fraiser une petite surface plane, puis percer le trou
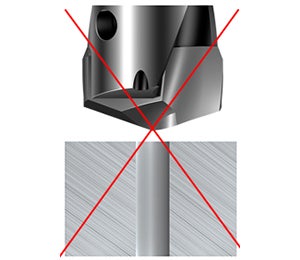
Perçage de surfaces à courbure asymétrique
- Ne peut pas être utilisé - seules des parties de l’arête de coupe couperont et la pointe ne doit pas entrer en contact avec la surface en premier
- Risque élevé d’écaillage
