
T-Max® P
Torneado externo productivo de componentes de tamaño grande y mediano

Alojamiento de la plaquita
Limpie e inspeccione el soporte del filo y el alojamiento de la plaquita para asegurarse de que no están dañados.
Placas de apoyo y asientos para placas de apoyo
Compruebe que las esquinas de la placa de apoyo no hayan sufrido golpes durante el mecanizado o la manipulación, y que el asiento de la placa no tenga muestras de filo de aportación.

Caras de contacto
Compruebe que las superficies de apoyo y de contacto no presenten daños ni suciedad.

Sujeción
En operaciones de mandrinado es importante contar con la mejor sujeción posible. Si no hay un soporte adecuado, aumentará el voladizo y podrían generarse vibraciones.

Consejos de aplicación
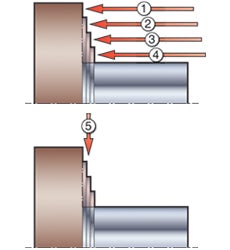
Evite los atascos de viruta
Realice el torneado hacia la escuadra (pasos 1 – 4) y deténgase antes de llegar a la dimensión final de la escuadra. Mantenga la misma velocidad de avance en los cuatro pasos para evitar el atasco de la viruta. Se recomienda realizar el corte final (5) de la escuadra en un corte vertical empezando desde el diámetro exterior hacia el diámetro interior.

Evite la vibración
Se recomienda utilizar máquinas con dos torretas, superior e inferior, para evitar la vibración. Este montaje equilibrará las fuerzas y estabilizará todo el proceso para evitar la vibración y la flexión de la pieza.
Recomendaciones
Plaquita y sistema
Operación exterior
| Acabado | Medio | Desbaste | |
| Forma de plaquita | C | C | C |
| Tamaño de plaquita | 12 | 12 | 12 |
| Ángulo de posición | 95° | 95° | 95° |
| Sujeción | Palanca | Palanca | Palanca |
Operaciones interiores
| Acabado | Medio | Desbaste | |
| Forma de plaquita | C | C | C |
| Tamaño de plaquita | 12 | 12 | 12 |
| Ángulo de posición | 95° | 95° | 95° |
| Sujeción | Palanca | Palanca | Palanca |
Calidad de la plaquita
| Condiciones de mecanizado | P | M | K | S | H |
| Buenas | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Normales | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Difíciles | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Geometría de la plaquita
| Operación | P | M | K | S | H |
| Acabado | -PF | -MF | -KF | -SF | S01525 |
| Medio | -PM | -MM | -KM | -SM | S01525 |
| Desbaste | -PR | -MR | -KR | -SMR | S02035 |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
