
CoroCut® QF
Ranurado frontal seguro
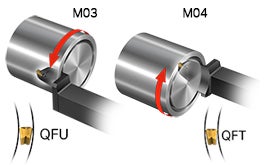
Giro del husillo en sentido horario y antihorario
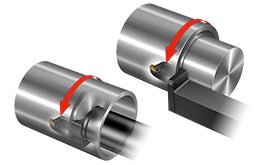
Lama A o B (diseño convexo o cóncavo)
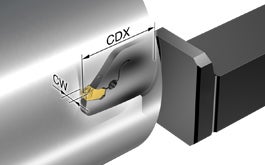
Ancho de la plaquita
Utilice la herramienta y la plaquita más anchas posibles, compatibles con la ranura. Un portaherramientas más ancho tiene una mayor rigidez y ofrece una mayor estabilidad.
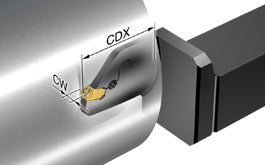
Profundidad de corte máxima (CDX)
Utilice siempre una herramienta con la profundidad de corte más pequeña posible (CDX) para alcanzar una máxima estabilidad.




Consejos de aplicación
Métodos de ranurado frontal
Según la aplicación, deben tenerse en cuenta una serie de estrategias diferentes al realizar ranurado frontal.
Descubra más sobre cómo aplicar desbaste con avance axial, desbaste con torneado lateral, acabado y cómo mecanizar ranuras profundas, entre otros factores importantes.
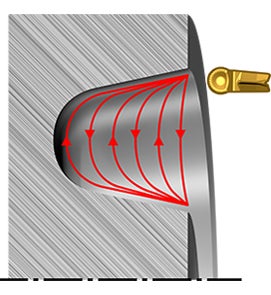
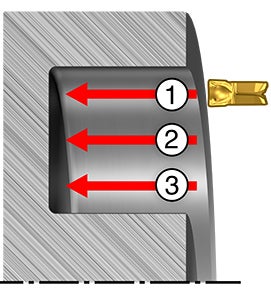
Perfilado con recorrido de herramienta no lineal
El perfilado con recorrido de herramienta no lineal emplea todo el filo frontal de la plaquita y cambia continuamente el punto de contacto entre la plaquita y el material. Use este método para contar con un control de virutas optimizado, conseguir un desgaste homogéneo y evitar tensiones integradas.

Refrigerante de precisión
Use herramientas de ranurado frontal con suministro de refrigerante de gran precisión incluso si la presión de refrigerante máxima de su máquina es baja, 7‒10 bar (102‒145 PSI).
El refrigerante de precisión mejora la evacuación de la viruta y reduce el riesgo de atasco de la viruta en la ranura.
Utilice la presión de refrigerante más alta que pueda, 80 bar (1160 PSI), para conseguir un control y una evacuación de la viruta optimizada.
Recomendaciones
| Ancho de corte (CW), mm (pulg.) |
Intervalo de profundidades de corte máximas (CDX), mm (pulg.) |
Diámetros mínimos del primer corte (DAXIN), mm (pulg.) |
Radio de punta mínimo, mm (pulg.) |
| 3 (0.118) | 20–30 (0.79–1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22–38 (0.87–1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26–38 (1.02–1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33–50 (1.30–1.97) | 60 (2.36) | 0.8 (0.031) |
Calidades y geometrías de primera elección

|  |

|  | |
| Material | Ranuras profundas y amplias | Ranuras profundas y estrechas | Acabado de material forjado | Perfilado |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- La geometría -TF es excelente para ranurado con avance axial y lateral en aplicaciones generales
- Geometría -GF rectificada que ofrece una gran precisión y repetibilidad de la ranura. La aplicación principal es ranurar con avance axial. -GF puede utilizarse para acabado con avance lateral pero, por lo general, no se recomienda para torneado lateral.
- La geometría -RM está hecha para perfilado y tiene un rendimiento óptimo con avance tanto axial como lateral. El ranurado con avance axial no está recomendado para plaquitas redondas.
Clave de códigos
Mangos QS™ y mangos
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Gama de productos
- Rotación del husillo
T – Rotación del husillo en sentido horario
U – Rotación del husillo en sentido antihorario - Sentido de la herramienta
R – A derecha
L – A izquierda
- Tipo de portaherramientas
F – 0º
G – 90º - Tamaño del alojamiento de la plaquita
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Profundidad de corte máxima (CDX)
- Refrigerante
- Tamaño del mango
2525 – 25x25 mm
16 – 16/16 pulg.
3232 – 32x32 mm - Diámetro mínimo del primer corte en mm (DAXIN)
- Tipo de curva
A – Para mecanizado interior
B – Para ranurado frontal de salientes
Cabezas CoroTurn® SL
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Acoplamiento
SL - Gama de productos
- Rotación del husillo
T – Rotación del husillo en sentido horario
U – Rotación del husillo en sentido antihorario
- Sentido de la herramienta
R – A derecha
L – A izquierda - Tamaño del alojamiento de la plaquita
G – 3 mm
H – 4 mm
K – 6 mm - Profundidad de corte máxima (CDX)
- Refrigerante
C – Refrigerante de precisión - Tamaño del mango
2525 – 25x25 mm
16 – 16/16 pulgadas - Diámetro mínimo del primer corte en mm (DAXIN)
- Tipo de curva
A – Para mecanizado interior
B – Para ranurado frontal de salientes
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Tamaño del acoplamiento
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Gama de productos
- Rotación del husillo
T – Rotación del husillo en sentido horario
U – Rotación del husillo en sentido antihorario
- Sentido de la herramienta
R – A derecha
L – A izquierda - Tamaño del alojamiento de la plaquita
K – 6 mm
L – 8 mm - Profundidad de corte máxima (CDX)
- Refrigerante
- Diámetro mínimo del primer corte en mm (DAXIN)
- Tipo de curva
A – Para mecanizado interior
B – Para ranurado frontal de salientes
Plaquitas
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Gama de productos
- Rotación del husillo
T – Rotación del husillo en sentido horario
U – Rotación del husillo en sentido antihorario
- Tamaño del alojamiento de la plaquita
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Anchura de plaquita (CW)
0400– 4 mm
0300– 3 mm
- Radio de punta de la plaquita
02 – 0.20 mm
03 – 0.30 mm
04 – 0.40 mm
08 – 0.80 mm - Geometría de la plaquita
TF – Para ranurado y torneado lateral
GF – Rectificada para ranurado
RM – Para perfilado
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
