
CoroMill® 390
Fresas de escuadrado versátiles con capacidad de mecanizado en rampa para producciones mixtas
Instrucciones
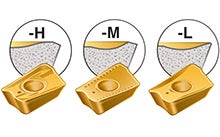
Seleccione la geometría de corte correcta
Ligera (-L)
- Extra positiva
- Para mecanizado ligero
- Fuerzas de corte pequeñas
- Velocidades de avance reducidas
Media (-M)
- Geometría de primera elección
- Velocidades de avance intermedias
- Operaciones de mecanizado medio a desbaste ligero
Pesada (-H)
- Filo reforzado
- Mecanizado pesado
- Máxima seguridad del filo
- Grandes velocidades de avance

Seleccione el portaherramientas correcto
El conjunto de la herramienta es lo que más influye en el resultado del fresado. Cuanto mayor es la profundidad de corte más importante es el tamaño y la estabilidad del acoplamiento dado que al utilizar fresas de planear en escuadra y, en particular, fresas de filo largo las fuerzas radiales son grandes.
Use acoplamientos Coromant Capto® para contar con una buena estabilidad y una mínima flexión en todo tipo de fresas, lo cual es especialmente importante en las herramientas largas o ampliadas.

Tornillo de la plaquita
En las fresas de plaquita intercambiable pequeñas, el tornillo es la parte más sensible y es fundamental para contar con un proceso seguro y productivo. Asegúrese siempre de que el montaje del tornillo de la plaquita es correcto.
Elimine las vibraciones con las herramientas antivibratorias Silent Tools™
CoroMill® 390 ahora está disponible con tecnología antivibratoria Silent Tools para tamaños de plaquita 07 y 11. Descárguese las instrucciones de uso aquí.
Consejos de aplicación

Lista de comprobación y consejos de aplicación
¿Qué debe tener en cuenta al realizar una operación de fresado en escuadra? Aquí encontrará una serie de útiles trucos y consejos.

Cómo elegir el paso correcto
Al escoger el número de filos de corte efectivos, zc, más indicado para la operación debe tenerse en cuenta el paso (distancia entre los filos de corte).
Posición de la fresa
Cada vez que un filo de la fresa entra en corte, se somete a una carga de choque. Para garantizar el éxito de la operación de fresado, debe asegurarse de que el contacto entre el filo y el material al entrar y salir del corte es correcto.
Recomendaciones
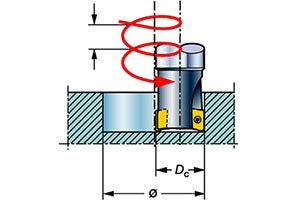
Interpolación helicoidal
| Diám. de fresa | iC 07 | iC 11 | iC 17 | iC 18 (solo la geometría MR) | ||||||||||||
| Ángulo de mecanizado en rampa (α°) | b | 2.5 | Ángulo de mecanizado en rampa (α°) | b | 5.5 | Ángulo de mecanizado en rampa (α°) | b | 8.5 | Ángulo de mecanizado en rampa (α°) | b | 5.0 | |||||
| ap máx. | * | ap máx. | * | ap máx. | * | ap máx. | * | |||||||||
| Dm máx. | Dm plano | Dm mín. | Dm máx. | Dm plano | Dm mín. | Dm máx. | Dm plano | Dm mín. | Dm máx. | Dm plano | Dm mín. | |||||
| 9.7 | 7.4 | 18.6 | 17.2 | 13.4 | ||||||||||||
| 10 | 7.0 | 19.2 | 17.8 | 14 | ||||||||||||
| 11.7 | 5.0 | 22.6 | 21.2 | 17.4 | ||||||||||||
| 12 | 5.0 | 23.2 | 21.8 | 18 | 6.0 | 22 | 20 | 14 | ||||||||
| 13.7 | 3.9 | 26.6 | 25.2 | 21.4 | ||||||||||||
| 14 | 3.8 | 27.2 | 25.8 | 22 | ||||||||||||
| 15.7 | 3.1 | 30.6 | 29.2 | 25.4 | ||||||||||||
| 16 | 3.0 | 31.2 | 29.8 | 26 | 10.5 | 30 | 28 | 21 | ||||||||
| 18 | 2.5 | 35.2 | 33.8 | 30 | 7.5 | 34 | 32 | 25 | ||||||||
| 20 | 2.1 | 39.2 | 37.8 | 34 | 5.5 | 38 | 36 | 29 | ||||||||
| 22 | 5.0 | 42 | 40 | 33 | ||||||||||||
| 25 | 1.5 | 49.2 | 47.8 | 44 | 5.0 | 48 | 46 | 39 | 15.5 | 48 | 45.4 | 33 | ||||
| 28 | 4.0 | 54 | 52 | 45 | ||||||||||||
| 30 | 3.8 | 58 | 56 | 49 | ||||||||||||
| 32 | 1.0 | 63.2 | 61.8 | 58 | 3.6 | 62 | 60 | 53 | 6.7 | 62 | 59.4 | 47 | ||||
| 36 | 5.0 | 68 | 65.4 | 53 | ||||||||||||
| 40 | 2.0 | 78 | 76 | 69 | 3.9 | 78 | 75.4 | 63 | ||||||||
| 44 | ||||||||||||||||
| 50 | 1.5 | 2.8 | 5.5 | 97.5 | 97 | 80 | ||||||||||
| 54 | 5.0 | 105.5 | 105 | 88 | ||||||||||||
| 63 | 1.2 | 2.1 | 4.0 | 123.5 | 123 | 106 | ||||||||||
| 66 | 3.7 | 129.5 | 129 | 112 | ||||||||||||
| 80 | 0.9 | 1.6 | 3.1 | 157.5 | 157 | 140 | ||||||||||
| 84 | 2.8 | 165.5 | 165 | 148 | ||||||||||||
| 100 | 1.2 | 2.4 | 197.5 | 197 | 160 | |||||||||||
| 125 | 1.0 | 1.9 | ||||||||||||||
| * | Máx.ap | Ap máx. recomendada para el tamaño de la plaquita O el máx. α ----, el que sea más pequeño. | ||||||||||||||
Geometría y calidad de primera elección
-
M-PM, M-KM, M-MM
-
Primera elección para la mayoría de las aplicaciones.
-
E-MM
-
Geometrías optimizadas para ISO M.
-
E-PL, E-KL, E-ML, E-NL
-
Geometrías positivas y agudas, utilizadas para resolver los problemas habituales de las aplicaciones sensibles a las fuerzas de corte o las vibraciones, o si se requiere un acabado superficial de alta calidad o una fresa de gran precisión.
| P | -PM | GC1130 |
| M | -MM | GC1040 |
| K | -KM | GC1020 |
| N | -NL | H13A |
| S | -PM | S30T |
| H | -PM | GC1010 |
Fresas para aplicaciones específicas
-
Las fresas sobredimensionadas optimizan la accesibilidad y proporcionan una incidencia natural para fijaciones rígidas.
-
Las fresas con acoplamiento y adaptadores Coromant Capto® integrados proporcionan la rigidez necesaria para los conjuntos de herramientas ampliados.
-
Tecnología antivibratoria Silent Tools™ para un gran volumen de viruta y un acabado superficial optimizado al utilizar herramientas esbeltas.
-
Torno-fresado, desbaste y acabado con una o más plaquitas Wiper específicas, disponibles en tamaños 11 y 18 y en radios de 0.8 mm y 1.6 mm.
-
Fresas con plaquitas de tamaño 07, en dimensiones diseñadas específicamente para chaveteros con un diámetro de la herramienta 0.3 mm (0.012 pulg.) inferior al ancho de la ranura.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
