
Fórmulas y definiciones de roscado
Esta sección incluye fórmulas y definiciones para calcular la velocidad de corte, velocidad de avance o cualquier parámetro relativo a sus operaciones de torneado de roscas, fresado de roscas o roscado con macho. También encontrará la denominación de las diferentes formas de rosca conforme a las normas internacionales.
Fórmulas y definiciones de torneado de roscas
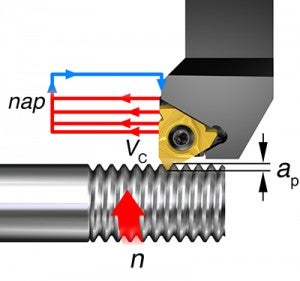
Avance de penetración
Si se divide la profundidad de corte completa de la rosca en cortes más pequeños, no se sobrecarga el sensible radio de punta de la plaquita.
Ejemplo: al emplear 0.23–0.10 mm (0.009–0.004 pulg.) como profundidad de corte por pasada (penetración radial), la profundidad de corte completa (ap) y la profundidad del perfil de la rosca (0.94 mm [0.037 pulg.]), se tornea en una rosca métrica de paso de 1.5 mm (0.06 pulg.) en 6 pasadas (nap).
1ª pasada, penetración
0.23 mm
= 0.009 pulgada
2ª pasada, penetración
0.42–0.23 = 0.19 mm
0.017–0.009 = 0.008 pulgada
3ª pasada, penetración
0.59–0.42 = 0.17 mm
0.023–0.017 = 0.006 pulgada
4ª pasada, penetración
0.73–0.59 = 0.14 mm
0.029–0.023 = 0.006 pulgada
5ª pasada, penetración
0.84–0.73 = 0.11 mm
0.033–0.029 = 0.004 pulgada

6ª pasada, penetración
0.94–0.84 = 0.10 mm
0.037-0.033 = 0.004 pulgada
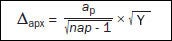
La penetración puede calcularse según la fórmula:
Δap = penetración radial, profundidad de corte por pasada
X = pasada real (en una serie de 1 hasta nap)
ap = profundidad total de rosca + creces
nap = número de pasadas
Y = 1.ª pasada = 0.3
2.ª pasada = 1
3.ª y posteriores = x-1
Paso 1.5 mm (0.06 pulgada)
ap = 0.94 mm (0.037 pulgada)
nap = 6
γ1 = 0.3
γ2 =1
γn = x-1
| Símbolo | Designación/definición | Métrico | imperial |
| ap | Penetración, profundidad de corte total | mm | pulgada |
| n | Velocidad del husillo | rpm | rpm |
| Vc | Velocidad de corte | m/min | |
| nap | Número de pasadas |
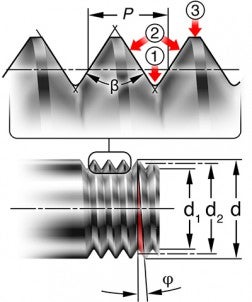
- Valle/base
Es la superficie del fondo donde se unen los dos flancos adyacentes de la rosca. - Flanco/lateral
Es la superficie lateral de la rosca que conecta la cresta con el valle. - Cresta/pico
Es la superficie más alta donde se unen dos laterales o flancos.
P = paso, en mm o hilos por pulgada (hpp)
Es la distancia desde un punto en la rosca del tornillo hasta un punto correspondiente en la siguiente rosca medida en paralelo al eje.
β = ángulo del perfil de la rosca
El ángulo entre los flancos de la rosca medido en un plano axial.
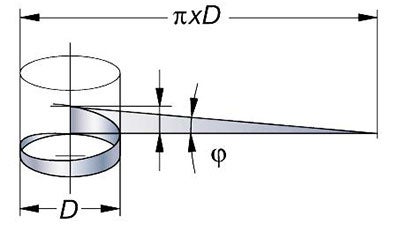
φ = ángulo de posición (ángulo helicoidal) de la rosca
El ángulo de la rosca en un diámetro de paso con un plano perpendicular al eje.
Parámetros del diámetro
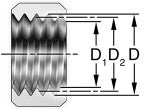
d = diámetro mayor, exterior
D = diámetro mayor, interior
d1 = diámetro menor, exterior
D1 = diámetro menor, interior
d2= diámetro primitivo, exterior
D2= diámetro primitivo, interior
El diámetro efectivo de la rosca del tornillo: aproximadamente en el punto intermedio entre el diámetro principal y el diámetro menor.
Ángulo de inclinación (ángulo helicoidal)
El ángulo de inclinación, φ, (ángulo helicoidal) depende de los valores del diámetro y del paso de la rosca. Esta medida se puede representar mediante el triángulo resultante del desarrollo del hilo en una vuelta. El ángulo de inclinación se calcula según la siguiente fórmula.
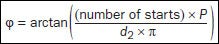
Fórmula para calcular el ángulo de inclinación.
N = número de entradas
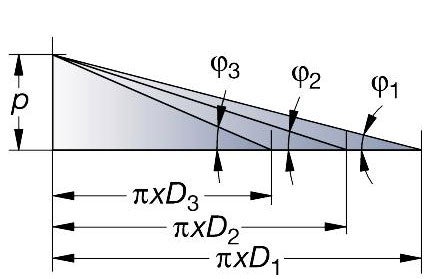
El mismo paso en diámetros distintos produce un ángulo de inclinación diferente.
Fórmulas y definiciones de fresado de roscas
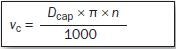
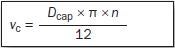
Velocidad de corte (vc)
Métrico (m/min)
Imperial (pies/min)
Fórmulas para fresado de roscas interiores
Versión calculada
Avance periférico (mm/min) (pulg./min)
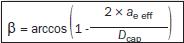
Profundidad de corte radial (mm)(pulgada)
Profundidad de corte radial (mm/min) (pulg./min)

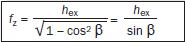
Avance por diente (mm)(pulgada)
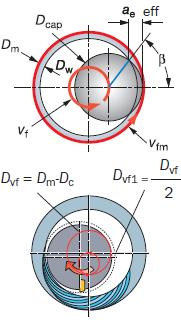
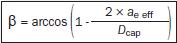
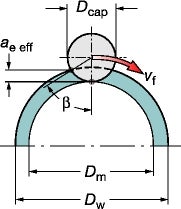
Fresado de roscas con entrada radial de la herramienta, Dvf1
Fórmulas para fresado de roscas exteriores
Versión calculada
Avance periférico (mm/min) (pulg./min)  | Avance del centro de la herramienta (mm/min) (pulg./min)  |
Avance por diente (mm) (pulg.)  | |
 |
Fórmulas y definiciones de roscado con macho
| Métrico | Imperial |
Velocidad del husillo, (n) rpm 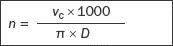 | 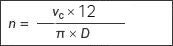 |
Velocidad de avance  | |
Par (Md) (Nm)  |
Potencia (P) (kW)  |
| Parámetro | Significado | Unidad métrica | Ud. en pulgadas |
| Md | Par | Nm | pulg.lb |
| p | Paso | mm | pulgada |
| D/DC | Diámetro nominal | mm | pulgada |
| kc | Fuerza de corte específica | N/mm2 | lb/pulg.2 |
| n | Velocidad del husillo | rpm (rev/min) | rpm (rev/min) |
| P | Potencia | kW | hp |
| vc | Velocidad de corte | m/min | pies/min |
| vf | Velocidad de avance | mm/min | pulg./min |
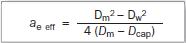
Fórmulas para el tamaño del agujero
Es posible realizar un cálculo del tamaño básico del agujero con las siguientes fórmulas.
Cálculo básico del tamaño de agujero para machos de corte
|
|
|
|
|
|
|
|

Cálculo básico del tamaño de agujero para machos de laminación
 | |
| |
 | |
|

Cálculo del tamaño de agujero básico con altura de rosca para macho de corte

| |
| |
| |
|

Cálculo del tamaño de agujero básico con altura de rosca para macho de conformación
 | |
| |
 | |
|


| Parámetro | Significado | Unidad métrica | Ud. en pulgadas |
| D | Diámetro del agujero | mm | pulgada |
| TD | Diámetro nominal de la rosca | mm | pulgada |
| TP | Paso de rosca | mm | |
| TPI | Paso de rosca en pulg. | pulgada | |
| TH | Altura de la rosca | % | % |
Cómo calcular la altura porcentual de la rosca, %
La altura de la rosca en % es el valor que se obtiene dividiendo la altura real entre la altura máxima de la rosca interior. El ejemplo siguiente se aplica a roscas ISO y UTS estándar de – 60°.
Ejemplo, M8x1,25
Altura máxima de la rosca según la norma es 6/8 H.
H = 0.866 x P
(H = Altura básica del triángulo)
(P = Paso de la rosca)
La altura máxima de la rosca es:
6/8 * (0.866 x 1, 25) = 0.811 mm
Altura real de la rosca en el agujero núcleo de 6.9 mm de diámetro:
(8 - 6,9) / 2 = 0.55 mm
La altura de la rosca resultante es (0.55/0.81) x 100 = 68%
Altura real de la rosca Ø de agujero rec. | 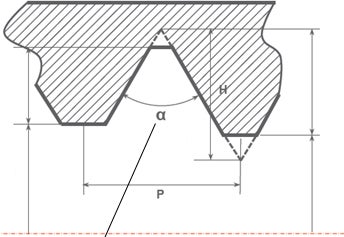 Rosca de 60° | Altura máxima de la rosca en la rosca interior (6/8 H) Ø de agujero mín. según norma |
Denominaciones de rosca según las normas internacionales
Normas internacionales
Para garantizar que las dos mitades (interior y exterior) de una unión roscada se ajusten correctamente para producir una conexión capaz de soportar una carga dada, las roscas deben adaptarse a determinados estándares. Por ello se han definido unos estándares internacionales sobre formas de rosca para los tipos de rosca más habituales.
Denominación de rosca métrica ISO
La denominación completa de una rosca está compuesta por valores de la forma de rosca y de su tolerancia. La tolerancia se indica mediante un número para el grado de tolerancia y una letra para la posición de la tolerancia.
Ejemplos
M16 - 6h
M16: Denominación de la rosca y medida nominal
6h: Clase de tolerancia para el paso y la posición de la cresta
M10 x 1.25 5g6g
M10: Paso
1.25: Clase de tolerancia para el diámetro primitivo
5g6g: Clase de tolerancia para el diámetro de cresta
El ajuste entre las piezas roscadas se indica mediante la clase de tolerancia de la rosca interior seguida por la clase de tolerancia de la rosca exterior, separadas por un trazo oblicuo.
Posiciones de tolerancia
La posición de tolerancia identifica la desviación fundamental y se indica mediante una letra mayúscula para las roscas interiores y una letra minúscula para las roscas exteriores. La combinación del grado de tolerancia y su posición da como resultado la clase de tolerancia. Los valores de las clases de tolerancia están normalizados para los distintos sistemas de rosca.
Roscas ISO en pulgadas (UNC, UNF, UNEF, UN)
El sistema UN incluye tres tipos de tolerancia que van de 1 (amplia) a 3 (estrecha). Una rosca UN típica queda designada así:
¼” 20 20UNC - 2A
¼” – Diámetro de rosca mayor
20 – Valor del paso: roscas por pulgada (hpp o tpi del inglés)
UNC – Indica un paso grueso
2A – Indica una tolerancia media
ISO – unificada (UN):
Tolerancia holgada: 1A (roscas exteriores), 1B (roscas interiores)
Tolerancia media: 2A (roscas exteriores), 2B (roscas interiores)
Tolerancia estrecha: 3A (roscas exteriores), 3B (roscas interiores)
Diferentes tipos de rosca UN
| UNC | diámetro de rosca con paso amplio |
| UNF | diámetro de rosca con paso fino |
| UNEF | diámetro de rosca con paso extrafino |
| UN | diámetro de rosca con paso constante |
Rosca Whitworth (G, R, BSW, BSF, BSPF)
La rosca del tornillo Whitworth se considera obsoleta actualmente, pero las roscas Whitworth para tubos son un estándar reconocido internacionalmente. Existen dos clases de tolerancia para roscas Whitworth exteriores y una clase de tolerancia para roscas de tubo Whitworth interiores.
Roscas Whitworth para tubos: BSW, BSF y BSP.F
Posición de tolerancia
Fina: A (roscas exteriores), solo una clase de roscas interiores
Grande: B (roscas interiores), solo una clase de roscas interiores
Denominación de rosca Whitworth para tubos
Estas rosca se dividen en 2 grupos:
- Uniones herméticas no realizadas sobre la rosca, ISO 228/1
- Uniones herméticas realizadas sobre la rosca, ISO 7/1
