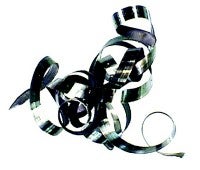
Largas marañas sin romper enredadas en la herramienta o en la pieza. Ocasionado normalmente por un avance bajo y una profundidad de corte baja o poco profunda.
Causa
Solución
El avance es demasiado bajo para la geometría seleccionada.
Incremente el avance
Seleccione una geometría de plaquita con mayor capacidad de rotura de la viruta
Utilice una herramienta con refrigerante de precisión.
La profundidad de corte es demasiado superficial para la geometría seleccionada.
Incremente la profundidad de corte o seleccione una geometría con mayor capacidad de rotura de la viruta.
Radio de punta demasiado grande.
Seleccione un radio de punta más pequeño.
Ángulo de posición inadecuado.
Seleccione un mango con el ángulo de posición (ángulo de inclinación) más grande posible. KAPR= 90° (PSIR =0°)
Control de virutas
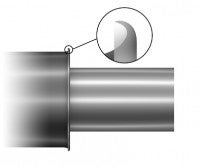
Viruta muy corta, a menudo compactada, ocasionada por una rotura muy difícil. Una rotura de la viruta difícil se traduce en la reducción de la vida útil e incluso en la rotura de la plaquita debido a la alta carga de la viruta en el filo.
Causa
Solución
El avance es demasiado elevado para la geometría seleccionada.
Seleccione una geometría diseñada para un avance elevado, preferiblemente una plaquita de una sola cara
Reduzca el avance.
Ángulo de posición inadecuado.
Seleccione un mango con el ángulo de posición (ángulo de inclinación) más pequeño posible. KAPR= 45°–75° (PSIR 45–15°)
Radio de punta demasiado pequeño.
Seleccione un radio de punta más grande.
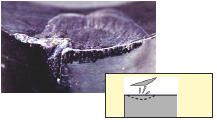
Acabado superficial
La superficie presenta una apariencia "despeluchada" y no cumple los requisitos de tolerancia.
Causa
Solución
La viruta se rompe contra la pieza y deja marcas en la superficie acabada
Seleccione una geometría que sirva de guía para alejar la viruta de la pieza.
Cambie el ángulo de posición
Reduzca la profundidad de corte.
Seleccione un sistema de herramientas positivas con un ángulo de inclinación neutro
La superficie "despeluchada" está ocasionada por un desgaste en entalla excesivo en el filo.
Seleccione una calidad con mayor resistencia al desgaste por oxidación como, p. ej., una calidad Cermet.
Reduzca la velocidad de corte
El avance es demasiado elevado y, combinado con un radio de punta demasiado pequeño, genera una superficie rugosa.
Seleccione una plaquita Wiper o un radio de punta mayor
Reduzca el avance.
Formación de rebabas
Formación de rebabas en la pieza al entrar en o salir del corte.
Causa
Solución
El filo no es lo suficientemente agudo.
El avance es demasiado reducido para la redondez del filo.
Utilice una plaquita con filos agudos, plaquitas de PVD con recubrimiento o plaquitas rectificadas a avances reducidos, < 0.1 mm/rev (0.004 pulg./rev)
Astillamiento o desgaste en entalla a la profundidad de corte.
Utilizar un portaherramientas con un ángulo de posición reducido.
Formación de rebaba al final o inicio del corte.
Finalice o inicie el corte con un chaflán o radio al salir/entrar en la pieza.
Vibración
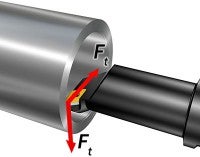
Fuerzas de corte radiales elevadas ocasionadas por el sistema de herramientas o por el montaje de la herramienta. Situación típica en mecanizado interior con barras de mandrinar.
Causa
Solución
Ángulo de posición inadecuado
Seleccione un ángulo de posición más grande (ángulo de inclinación). KAPR = 90° (PSIR = 0°)
El radio de punta es demasiado grande.
Seleccione un radio de punta más pequeño.
Redondeado del filo inadecuado o chaflán negativo.
Seleccione una calidad con un recubrimiento fino o una calidad sin recubrimiento.
Desgaste en incidencia excesivo en el filo.
Seleccione una calidad más resistente al desgaste o reduzca la velocidad.
Vibración
Fuerzas de corte tangenciales grandes.
Causa
Solución
La geometría de plaquita genera fuerzas de corte elevadas.
La rotura de la viruta es muy difícil y produce grandes fuerzas de corte.
Seleccione una plaquita de geometría positiva.
Reduzca el avance o seleccione una geometría para avances más grandes.
Las fuerzas de corte varían o son demasiado bajas debido a la escasa profundidad de corte.
Aumente la profundidad de corte para hacer que la plaquita corte.
Herramienta colocada de forma incorrecta.
Compruebe la altura central.
Inestabilidad en la herramienta debido al voladizo grande.
Reduzca el voladizo.
Utilice el diámetro de barra más grande posible.
Utilice una barra de metal duro o Silent Tools™.
Una sujeción inestable resulta en una rigidez insuficiente.
Amplíe la longitud de sujeción de la barra de mandrinar.
Para alcanzar unos datos de corte optimizados, el componente de mejor calidad y una larga vida útil, recuerde comprobar la plaquita/el filo tras el mecanizado. Utilice esta lista de causas y soluciones de las distintas formas de desgaste de la plaquita para conseguir el mejor torneado posible.
Desgaste en incidencia Tipo de desgaste preferible en cada aplicación. Ofrece una vida útil de la herramienta predecible y estable.
Velocidad de corte demasiado alta.
Calidad demasiado tenaz.
Resistencia al desgaste insuficiente.
Inclusiones duras en el material de la pieza.
Reduzca la velocidad de corte.
Seleccione una calidad más adecuada en función de las exigencias de tenacidad y resistencia al desgaste.
Desgaste en entalla
Materiales pastosos y/o que se endurecen al ser mecanizados.
Use un ángulo de posición de ~90° (ángulo de inclinación de ~0°)
La geometría es demasiado negativa.
Seleccione un filo más agudo.
Reduzca el ángulo de posición.
Modifique la profundidad de corte.
Desgaste en cráter
Velocidad de corte o avance demasiado alta.
Rompevirutas demasiado estrecho.
Disolución química o desgaste abrasivo.
Resistencia al desgaste demasiado baja.
Reduzca la velocidad de corte o el avance.
Seleccione una calidad con mayor resistencia al desgaste.
Seleccione una geometría más abierta/positiva.
Deformación plástica Depresión Impresión
Carga de calor y de presión elevadas, temperatura de corte demasiado alta.
Calidad demasiado tenaz/blanda.
Falta de suministro de refrigerante.
Reduzca la carga de calor y de presión reduciendo la velocidad de corte o el avance.
Si existe depresión en el filo, en primer lugar reduzca el avance.
Si existe depresión en el flanco, en primer lugar reduzca la velocidad.
Seleccione una calidad más resistente al desgaste/calor.
Seleccione una geometría más abierta/positiva.
Mejorar el suministro de refrigerante
Filo de aportación (B.U.E)
Temperatura de corte demasiado baja.
Materiales pegajosos/pastosos.
Geometría demasiado negativa.
Recubrimiento demasiado grueso.
Aumente la temperatura de corte aumentando la velocidad.
Seleccione una calidad con recubrimiento de PVD (menos BUE en los recubrimientos de PVD)
Seleccione una geometría más positiva.
Desconchado
Material pastoso.
Velocidad de corte demasiado baja.
Mecanizado discontinuo con refrigerante.
Recubrimiento demasiado grueso.
Incrementar la velocidad de corte.
Apague el refrigerante.
Seleccione una calidad con un recubrimiento más fino y una mayor seguridad del filo (PVD).
Astillamiento del filo
Condiciones inestables.
Calidad demasiado dura/frágil.
Recubrimiento demasiado grueso (de CVD, que produce la formación de escamas en la línea de filo)
Estabilice las condiciones de la máquina.
Seleccione una calidad más tenaz.
Seleccione una geometría más resistente.
Seleccione una calidad con un recubrimiento más grueso (PVD)
Fisuras térmicas
Temperaturas variables en el filo.
Cortes intermitentes y refrigerante.
Calidad demasiado sensible a las variaciones por choque térmico.
Use una calidad con un recubrimiento más grueso (CVD).
Desconecte el refrigerante o aplique refrigerante en abundancia para obtener un nivel de temperatura homogéneo.
Reduzca la velocidad de corte.
Seleccione una calidad con un recubrimiento más grueso (PVD).
Rotura
Desgaste excesivo.
Selección incorrecta de la calidad (demasiado tenaz/dura).
Datos de corte erróneos.
Reduzca la duración de las operaciones (tiempo de corte): Compruebe cómo empieza el desgaste y el tipo de desgaste predominante.
Modifique los datos de corte.
Seleccione una calidad/geometría de la plaquita más adecuada.
Fractura en esquirla - cerámicas
Excesiva presión de la herramienta.
Reduzca el avance.
Seleccione una calidad más tenaz.
Seleccione una plaquita con un chaflán más pequeño o utilice otra geometría para modificar la dirección de la fuerza de corte.
Astillamiento fuera de la zona de corte
Atasco de viruta debido a la orientación hacia la escuadra.
La viruta se desvía contra el filo.
Avance o dirección de avance no optimizados.
Modifique el recorrido de la operación (para evitar la orientación hacia la escuadra).
Modifique el avance.
Seleccione una calidad con recubrimiento de PVD.
Seleccione una geometría de plaquita que altere el flujo de viruta.