
Torneado exterior
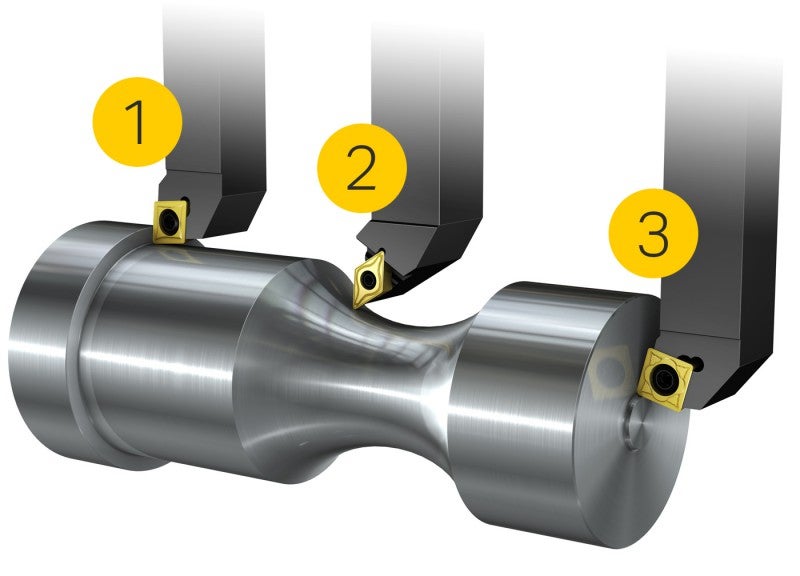
Las operaciones de torneado exterior mecanizan el diámetro exterior de la pieza. Dado que el torneado exterior es uno de los procesos más habituales y populares, los requisitos de control de virutas, seguridad del proceso y calidad de la pieza son muy altos. Las áreas de aplicación básicas para torneado exterior son el torneado longitudinal (1), torneado de perfiles (2) y refrentado (3).
PrimeTurning™ le permite tornear en todas las direcciones, con un mayor régimen de arranque de metal y una máxima productividad.
Torneado longitudinal

En torneado longitudinal, el movimiento de avance de la herramienta se produce en paralelo al eje de rotación de la pieza, lo que implica la reducción del diámetro de la pieza. Esta es la operación de torneado más común.
Al escoger una herramienta para torneado longitudinal se recomienda elegir primero el sistema de sujeción de la plaquita en el portaherramientas. La elección depende del tipo de operación y, en cierta medida, del tamaño de la pieza. Las operaciones de desbaste en piezas grandes tienen unos requisitos considerablemente distintos a los de las operaciones de acabado en piezas pequeñas.
Forma de plaquita
Debe seleccionarse el ángulo de punta más grande posible para contar con resistencia y rentabilidad.
Ángulo de posición
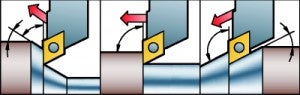
El ángulo de posición de la herramienta afecta a la formación de viruta. Con un ángulo de posición de 90° (ángulo de inclinación de 0°), el espesor de la viruta es el mismo que el avance, fn. Un ángulo más pequeño, 75–45° (ángulo de inclinación de 15–45°), reducirá el espesor de viruta y permitirá aumentar el avance.
Portaherramientas
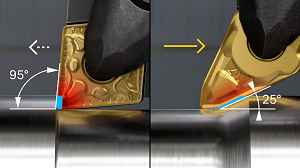
Si tiene que mecanizar una escuadra en una pieza, use una herramienta con un ángulo de posición de 91–95° (ángulo de inclinación de -1 a -5°). Utilice una plaquita tipo C (80°) como primera elección.
Una plaquita tipo D (55°) permitirá perfilar o rebajar.
En caso de no haber una escuadra, puede aumentarse la productividad a través de la selección de una plaquita cuadrada y un ángulo de posición de 75° (ángulo de inclinación de 15°).



Herramientas de torneado para torneado longitudinal
Torneado de perfiles

En operaciones de torneado de perfiles, el corte puede variar respecto a la profundidad de corte, el avance y la velocidad. Las herramientas utilizadas para el torneado de perfiles están sujetas a grandes variaciones de tensión y profundidad de corte debido a las diferentes direcciones de mecanizado y a los cambios en el diámetro. Una de las propiedades más importantes de una herramienta de perfilado es la accesibilidad.
Forma de plaquita
Para obtener una buena resistencia y rentabilidad, debe seleccionarse el mayor ángulo de punta apto para la plaquita, teniendo en cuenta la accesibilidad. Los ángulos de punta utilizados con mayor frecuencia son los de 35° y 55°.
Ángulo de posición

Analice el perfil de la pieza para seleccionar el ángulo de posición adecuado. Debe mantenerse un ángulo libre de 2° como mínimo entre la pieza y la plaquita. No obstante, debido al acabado superficial y a la vida útil de la herramienta, se recomienda utilizar como mínimo un ángulo de posición de 7° (ángulo de inclinación de 83°).
Portaherramientas
La primera elección es una herramienta con un ángulo de posición de 93° (ángulo de inclinación de -3°) y una plaquita tipo D (55°). En caso de necesitar un ángulo de mecanizado en rampa más grande, utilice una plaquita tipo V (35°).
Para perfilar en otra dirección o crear un relieve en el borde, elija un portaherramientas con un ángulo de posición de 107–117° (-17 a -27°).Herramientas de torneado para torneado de perfiles
Refrentado

En aplicaciones de refrentado, la herramienta avanza axialmente hacia el centro, en el extremo de la pieza. Las fuerzas de corte radiales son elevadas y pueden generar deformación de la pieza y, en ocasiones, vibración.
Forma de plaquita
La forma de la plaquita debe seleccionarse de acuerdo con el ángulo de posición requerido y en relación con la accesibilidad o la versatilidad necesarias para la pieza. Para obtener una buena resistencia y rentabilidad debe seleccionarse el ángulo de punta más grande posible para la plaquita.
Ángulo de posición
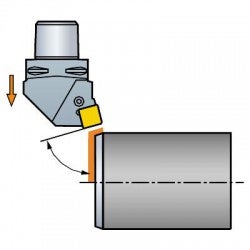
Ángulo de posición de 75° (ángulo de inclinación de 15°)
Una reducción del ángulo de posición (aumento del ángulo de inclinación) puede redirigir parte de las fuerzas radiales axialmente hacia el portapinzas para aumentar así la estabilidad y reducir la tendencia a la vibración.
Portaherramientas
Para optimizar la operación, seleccione un portaplaquitas con una plaquita cuadrada y un ángulo de posición de 75° (ángulo de inclinación de 15°).
Para aumentar la versatilidad, seleccione un portaplaquitas con una plaquita rómbica de 80° o trigonal y un ángulo de posición de 95° (ángulo de inclinación de -5°).Herramientas de torneado para refrentado
PrimeTurning™
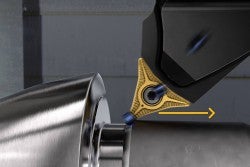
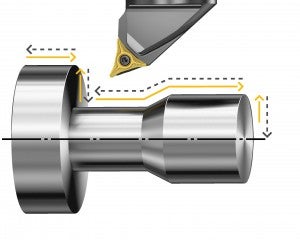
PrimeTurning™ es una estrategia que entra en la pieza por el portapinzas y elimina el material a medida que avanza hacia el extremo de la pieza frente al método tradicional, que avanza desde el extremo hacia el portapinzas. Este tipo de torneado es mucho más eficiente y productivo que el torneado convencional.
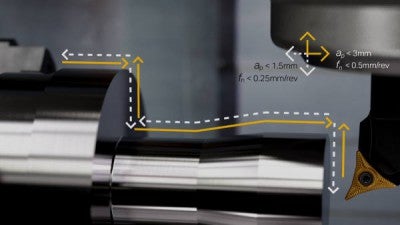
Esta estrategia ofrece la flexibilidad de tornear en todas las direcciones, lo que significa cilindrar, refrentar y perfilar con una única herramienta. Además, permite realizar torneado convencional con la misma herramienta pero con los resultados de productividad habituales.
Ángulo de posición pequeño
PrimeTurning™ ofrece el alcance perfecto en la escuadra y permite emplear ángulos de posición de 25–30° (ángulo de inclinación de 65–60°). El ángulo de posición pequeño crea una viruta fina y grande que aleja la carga y el calor del radio de punta. Esto resulta en una mayor vida útil de la herramienta o permite ampliar los datos de corte, lo que se traduce en un gran aumento de la productividad.
Torneado convencional vs. PrimeTurning™
Excelente evacuación de la viruta
El atasco de la viruta es un problema habitual del torneado longitudinal. Con PrimeTurning™, el mecanizado se realiza alejándose de la escuadra, por lo que no hay peligro de atasco de la viruta.

Cuándo utilizar PrimeTurning™
Debido a las fuerzas radiales incrementadas, este método requiere piezas y reglajes estables. Es una tecnología más indicada para piezas cortas y compactas o esbeltas con contrapunto. PrimeTurning ™ es una buenísima elección para producciones en serie o piezas que requieren reglajes y cambios de herramienta frecuentes.Más información sobre nuestras herramientas CoroTurn® Prime
Torneado pesado

Una aplicación habitual de torneado pesado es el torneado de piezas grandes con una superficie irregular, con una profundidad de corte muy grande y variable.
El tiempo de mecanizado suele ser muy largo, lo que da como resultado temperaturas elevadas. La velocidad de corte y las revoluciones tienden a verse limitadas por el tamaño y la sujeción de la pieza. El mecanizado suele realizarse sin refrigerante, ya que las máquinas son abiertas y poco adecuadas para la aplicación de refrigerante.
Los árboles de gran volumen del sector de la energía de potencia, los árboles de transmisión y las pantallas para el sector nuclear y los contenedores grandes son algunos ejemplos de piezas mecanizadas.
Descortezado de barras

El descortezado de barras es un método utilizado para eliminar la cascarilla de óxido y fresado, las fisuras superficiales, etc. de piezas en bruto forjadas y laminadas en caliente. Además, el descortezado de barras también se aplica a tuberías de pared gruesa.
Los materiales más comunes para descortezar son acero al carbono, acero para muelles y acero inoxidable.
Las áreas de aplicación varían, pero las piezas en bruto descortezadas suelen utilizarse como fase intermedia en la fabricación de productos que requieren un procesamiento adicional. Ejemplo de ello son las piezas en bruto de extrusión para la fabricación de tuberías y las piezas de ejes para el sector de la automoción.
Si se compara con el torneado convencional, el descortezado de barras es un método de mecanizado que ofrece una elevada productividad y un bajo coste de producción gracias a los tiempos de procesamiento reducidos. La calidad superficial y las tolerancias dimensionales son también elevadas, lo que reduce la necesidad de mecanizado en etapas posteriores.Herramientas para torneado pesado
¿Quiere saber más sobre el retorneado y el torneado de ruedas nuevas? Lea nuestra guía de aplicación de torneado ferroviario.

