Desgaste y resolución de problemas de taladrado
Resolución de problemas
- Broca de plaquita intercambiable
- Broca de punta intercambiable
- Broca de metal duro enteriza
Broca de plaquita intercambiable
Agujeros sobredimensionados
Broca giratoria
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Pruebe una geometría más tenaz en el lado periférico (mantenga la plaquita central)
Broca estática
- Compruebe la alineación en el torno
- Gire la broca 180˚
- Pruebe una geometría más tenaz en el lado periférico (mantenga la plaquita central)
Agujeros subdimensionados
Broca giratoria
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Inténtelo con una geometría más tenaz en el lado central y una geometría de corte ligero en el lado periférico
Broca estática
- Estática: compruebe la alineación en el torno
- Estática: gire la broca 180˚
- Inténtelo con una geometría más tenaz en el centro y una geometría de corte ligero en la periferia
Pasador en el agujero
Broca giratoria
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Pruebe otra geometría en el lado periférico y ajuste la velocidad de avance acorde a los datos de corte recomendados
- Acorte el voladizo de la broca
Broca estática
- Compruebe la alineación en el torno
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Acorte el voladizo de la broca
- Pruebe otra geometría en el lado periférico y ajuste la velocidad de avance acorde a los datos de corte recomendados
Vibraciones
- Acorte el voladizo de la broca, mejorar la estabilidad de la pieza
- Reduzca la velocidad de corte
- Pruebe otra geometría en el lado periférico y ajuste la velocidad de avance acorde a los datos de corte recomendados
Par de la máquina insuficiente
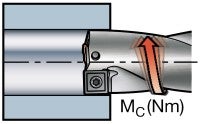
- Reduzca el avance
- Elija una geometría de corte ligero para reducir la fuerza de corte
Potencia de la máquina insuficiente
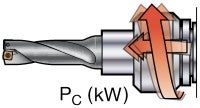
- Reduzca la velocidad
- Reduzca el avance
- Elija una geometría de corte ligero para reducir la fuerza de corte
Agujero asimétrico
El agujero se ensancha en la base (debido al atasco de viruta en la plaquita central)
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Pruebe otra geometría en el lado periférico y ajuste la velocidad de avance acorde a los datos de corte recomendados
- Acorte el voladizo de la broca
Vida útil deficiente

- Compruebe las recomendaciones de datos de corte
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Reduzca el voladizo de la broca, aumente la estabilidad de la pieza, compruebe la sujeción de la herramienta
- Compruebe la punta/alojamiento de la plaquita y el tornillo para detectar posibles daños
- Observe si existe desgaste típico para aplicar soluciones específicas
- Elija una calidad con mayor resistencia al desgaste si es posible
Rotura de los tornillos de plaquita

- Utilice una llave dinamométrica para apretar el tornillo, además de Molycote
Acabado superficial incorrecto
- Es importante tener un buen control de la viruta
- Reduzca el avance (si fuera importante mantener vf, aumente también la velocidad)
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Acorte el voladizo de la broca, mejore la estabilidad de la pieza
Atasco de viruta en las estrías de la broca
Causado por virutas largas
- Compruebe la geometría y las recomendaciones de datos de corte
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Reduzca el avance dentro de los datos de corte recomendados
- Aumente la velocidad de corte conforme a los datos de corte recomendados
Flexión

- Tolerancia del agujero fuera del intervalo normal
- Acabado superficial deficiente; marca de retracción
- Desgaste en el cuerpo de la herramienta
- Rotura de la plaquita
| Causa | Solución |
| Fuerzas de corte demasiado grandes | 1. Elija una geometría con un radio de punta más pequeño 2. Reduzca el avance 3. Reduzca el avance en la entrada |
| Estabilidad insuficiente | 1. Aumente la estabilidad 2. Elija un cuerpo de la herramienta más corto (4xD -> 3xD) |
Problemas de formación de viruta
Materiales de viruta larga como, por ejemplo, acero inoxidable o con bajo contenido en carbono
| Resultado | Posible causa | Solución |
| Viruta deficiente/larga - atasco de viruta | Geometría incorrecta | Elija la geometría –LM |
| Acabado superficial incorrecto | Velocidad de corte demasiado baja | Incremente la velocidad de corte |
| Rotura de la plaquita o de la herramienta | Avance demasiado alto | Reduzca el avance |
Materiales de viruta corta como, por ejemplo, el acero normal
| Resultado | Posible causa | Solución |
| Viruta deficiente/larga - atasco de viruta | Herramienta estática (torno) | Elija una geometría de avance bajo (GR -> GM) |
| Acabado superficial incorrecto | Geometría incorrecta | Incremente el avance |
| Rotura de la plaquita o de la herramienta | 1. Velocidad de corte demasiado baja 2. Avance demasiado bajo | Incremente la velocidad de corte |
Broca de punta intercambiable
Agujero fuera de la tolerancia
- Compruebe el desgaste de la punta
- Compruebe la desviación
- Reduzca el avance
- Compruebe la estabilidad de la pieza, la sujeción de la herramienta y la superficie de la pieza
- Broca guía/por puntos para brocas más largas
- Si se trata de una aplicación estática, compruebe la alineación
Vibración
- Reduzca el voladizo de la broca, aumente la estabilidad de la pieza, compruebe la sujeción de la herramienta
- Reduzca la velocidad de corte
- Ajuste el avance/rev
Potencia o par de la máquina insuficientes
- Reduzca la velocidad
- Reduzca el avance
- Elija una geometría de corte ligero para reducir la fuerza de corte
El agujero no es cilíndrico
El agujero se ensancha en la entrada
- Compruebe la excentricidad
- Ajuste el avance
- Acorte el voladizo de la broca y compruebe la sujeción de la herramienta
- Taladre un agujero guía con una broca corta para brocas más largas
Vida útil deficiente
Compruebe las recomendaciones de datos de corte
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Reduzca el voladizo de la broca, aumente la estabilidad de la pieza y compruebe la sujeción de la herramienta
- Compruebe la punta/alojamiento de la plaquita y el tornillo para detectar posibles daños
- Observe si existe desgaste típico para aplicar soluciones específicas
- Elija una calidad con mayor resistencia al desgaste si es posible
Acabado superficial deficiente
- Es importante tener un buen control de la viruta
- Reduzca el avance (si es importante mantener vf, aumente también la velocidad)
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca
- Reduzca el voladizo de la broca, aumente la estabilidad de la pieza
Atasco de viruta en las estrías de la broca
- Ajuste los datos de corte para mejorar el control de la viruta
- Aumente el caudal de refrigerante, limpie el filtro, limpie los agujeros para el refrigerante de la broca, comprobar la concentración de refrigerante
- Los problemas de atasco de viruta pueden ocasionar un desgate extremo del cuerpo de la broca
- Retire cualquier material de la pieza atascado en el cuerpo de la broca para evitar el atasco de viruta
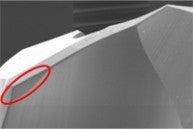
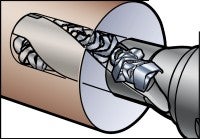
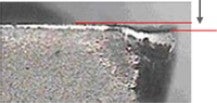
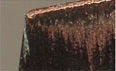
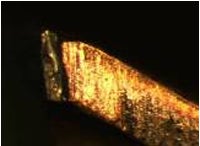
Viruta a la entrada

"Agujas" en la periferia
- Existe riesgo de desgaste excesivo si se aprecian agujas en la periferia inicial de la viruta
- Causa probable - desequilibrio provocado por: ExcentricidadEntrada inclinadaAvance demasiado altoCondiciones inestables/de desgasteRotura/desgaste del vértice
Control de viruta, optimización

- Las marcas de roce en la viruta que se aprecian en la imagen anterior son un signo de atasco de viruta que influye de forma negativa en la calidad del agujero. Para mejorar la calidad del agujero, la recomendación es reducir el avance y, si es posible, aumentar la velocidad
Broca de metal duro enteriza
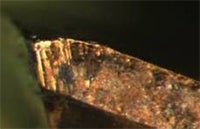
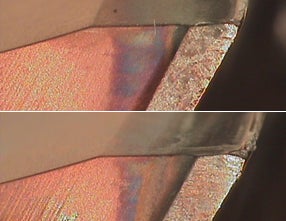
Viruta a la entrada – Brocas enterizas de metal duro/con punta intercambiable
"Agujas" en la periferia
- Existe riesgo de desgaste excesivo si se aprecian agujas en la periferia inicial de la viruta
- Causa probable - desequilibrio provocado por: ExcentricidadEntrada inclinadaAvance demasiado altoCondiciones inestables/de desgasteRotura/desgaste del vértice
Control de viruta, optimización
- Las marcas de roce en la viruta que se aprecian en la imagen anterior son un signo de atasco de viruta que influye de forma negativa en la calidad del agujero. Para mejorar la calidad del agujero, la recomendación es reducir el avance y, si es posible, aumentar la velocidad
Tipos de desgaste de taladrado
- Brocas de plaquita intercambiable
- Broca de punta intercambiable
- Broca de metal duro enteriza
Brocas de plaquita intercambiable
Desgaste en incidencia
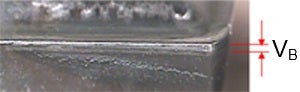
El desgaste en incidencia es el tipo de desgaste preferible si es equilibrado. El desgaste en incidencia puede producir
- Acabado superficial deficiente
- Tolerancia del agujero fuera del intervalo normal
- Aumento de la potencia
| Causa | Acción |
| 1. Velocidad de corte demasiado alta (vc) | 1. Reduzca la velocidad de corte (vc) |
| 2. Resistencia al desgaste insuficiente de la calidad | 2. Seleccione una calidad con mayor resistencia al desgaste |
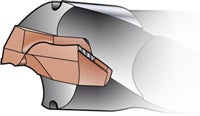
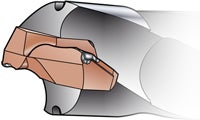
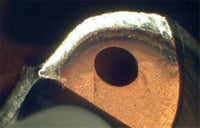
Desgaste en cráter
Plaquita central

Plaquita periférica

El desgaste en cráter puede producir
- Un filo de corte débil que puede ocasionar la rotura del filo y generar una viruta deficiente
- Acabado superficial deficiente
- Aumento de la potencia
| Causa | Acción |
| Plaquita central: viruta abrasiva (material de la pieza) | Plaquita central: reduzca el avance |
| Plaquita periférica: desgaste por difusión ocasionado por una temperatura elevada (peor en el caso del recubrimiento de PVD) | Plaquita periférica: 1. Reduzca la velocidad de corte 2. Seleccione una calidad más resistente al desgaste (a menudo, la MT-CVD) |
| Seleccione una geometría más positiva para una mejor formación de viruta |
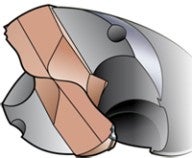
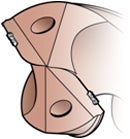
Deformación plástica
Depresión
Impresión

Depresión o impresión del filo, que puede ocasionar mal control de la viruta, un acabado superficial deficiente y un agujero fuera de la tolerancia.
| Causa | Acción |
| Temperatura de corte demasiado alta, combinada con una presión alta (avance y/o dureza de la pieza) | Reduzca el avance (fn) Seleccione una calidad con una buena resistencia a la deformación plástica (resistencia al calor) Reduzca la velocidad de corte (vc) |
| Desgaste en incidencia y/o en cráter excesivo | Seleccione una calidad con una buena resistencia a la deformación plástica (resistencia al calor) Reduzca la velocidad de corte (vc) |
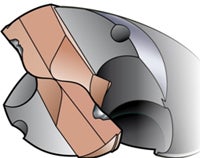
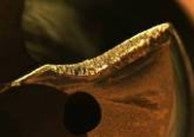
Astillamiento en la zona de corte

El astillamiento de la zona de corte puede producir
- Desgaste en incidencia exagerado
- Acabado superficial deficiente
| Causa | Acción |
| Condiciones inestables | Mejore la inestabilidad (voladizo de la herramienta, fijación) |
| Superficie irregular | Reduzca el avance en la entrada. Elija una geometría más tenaz |
| Tenacidad de la calidad insuficiente | Seleccione una calidad más tenaz |
| Geometría de plaquita demasiado débil | Seleccione una geometría más fuerte |
| Líquido de corte insuficiente | Incremente el líquido de corte |
| Inclusiones de arena (fundición) | Seleccione una geometría más resistente, reduzca el avance |
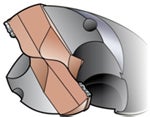
Rotura
La rotura puede producir
- Fallo de la herramienta
- Piezas destrozadas

| Causa | Acción |
| Estabilidad insuficiente | Mejore la estabilidad (acorte el voladizo, mejore la fijación de la pieza, etc.) |
| Corte discontinuo | Reduzca el avance, elija una geometría más tenaz (-GR o –GT) |
| Líquido de corte insuficiente | Incremente el líquido de corte |
| Avance demasiado alto o velocidad de corte demasiado alta/baja | Ajuste los datos de corte |
| Calidad demasiado frágil (plaquita P) | Elija una calidad más tenaz |
| Plaquita desgastada | Determine una vida útil segura en la plaquita periférica |
Formación del filo de aportación (BUE)

El filo de aportación puede producir
- Acabado superficial deficiente y astillamiento del filo al ser arrancado por la viruta
- Astillamiento del filo
| Causa | Acción |
| Temperatura desfavorable (velocidad de corte) | Incremente o reduzca la velocidad de corte (temperatura demasiado alta o baja) Seleccione una calidad con recubrimiento |
| Geometría de corte demasiado negativa | Seleccione una geometría más positiva |
| Material pastoso | Aumente la mezcla de aceite y el volumen/presión del líquido de corte |
| Mezcla de aceite demasiado baja en el líquido de corte | Aumente la mezcla de aceite y el volumen/presión del líquido de corte |
Broca de punta intercambiable
Desgaste típico en distintos materiales para la geometría -PM
Acero no aleado/CMC01.1



- Desgaste en el margen/periferia, que empieza como una muesca y se desarrolla a lo largo del ancho del margen y en el canal
- Desgaste creciente en el filo principal
Acero de baja aleación/CMC02.2
- Desgaste creciente en el filo principal/margen cercano al vértice
Desgaste en incidencia

Desgaste en incidencia en el filo principal
Desgaste en incidencia en la faceta circular
Tipo de desgaste normal y preferible si es equilibrado
| Causa | Acción |
| Velocidad de corte demasiado alta | Reduzca la velocidad de corte |
| Porcentaje de aceite en el caudal de líquido refrigerante demasiado bajo | Aumente el porcentaje de aceite en el líquido de corte (consulte siempre al distribuidor del aceite para no superar los porcentajes de aceite recomendados) |
| Caudal de líquido de corte insuficiente | Incremente el caudal del líquido de corte |
| Desviación total del indicador demasiado grande (si hay desgaste en el margen) | Compruebe la desviación radial (si hay desgaste en el margen) |
Deformación plástica
| Causa | Acción |
| Velocidad de corte y/o avance demasiado altos | Reduzca la velocidad de corte y/o el avance |
| Caudal de líquido refrigerante insuficiente | Incremente el caudal del líquido de corte |
Astillamiento
Astillamiento en la periferia
Astillamiento en el filo principal
El astillamiento es un tipo de desgaste muy habitual al taladrar en un agujero pre-taladrado. Si en el agujero pretaladrado el ángulo de punta es más pequeño, la estabilidad será deficiente y pueden dañarse los vértices. También puede suceder esto si no coinciden las tolerancias de los ángulos de punta. Es posible evitarlo con brocas hechas a medida o con un agujero de fondo plano creado mediante fresado.
| Causa | Acción |
| Condiciones inestables | Compruebe la configuración |
| Desviación total del indicador demasiado grande | Compruebe la desviación radial |
| Avance demasiado alto | Reduzca el avance |
| Caudal de líquido refrigerante insuficiente (fisuras térmicas) | Compruebe el suministro de líquido de corte |
Filo de aportación
| Causa | Acción |
| Velocidad de corte inadecuada | 1. Aumente la velocidad de corte cuando el BUE está situado en el centro 2. Reduzca la velocidad de corte cuando el BUE está situado en la periferia |
| Porcentaje de aceite en el líquido de corte demasiado bajo | Aumente el porcentaje de aceite en el líquido de corte (consulte siempre al distribuidor del aceite para no superar los porcentajes de aceite recomendados) |
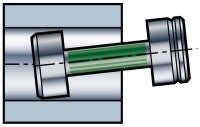
Si no se puede evitar completamente la zona del filo de aportación (BUE), calcule una velocidad que coloque el BUE en la parte más resistente de la broca (= 50 % del diámetro).
El uso de líquido de corte exterior puede influir negativamente en la evacuación de la viruta.

Aumente la velocidad de corte para desplazar
el BUE hacia el centro de la broca

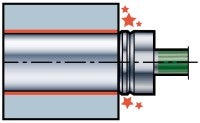
Reduzca la velocidad de corte para desplazar
el BUE hacia la periferia o eliminarlo
Broca de metal duro enteriza
Desgaste en incidencia
Desgaste en incidencia en el filo principal

Desgaste en incidencia en la faceta circular
Tipo de desgaste preferible cuando si es equilibrado
| Causa | Acción |
| Desviación total del indicador demasiado grande | Compruebe la desviación radial |
| Velocidad de corte demasiado alta | Reduzca la velocidad de corte |
| Avance demasiado bajo | Incremente el avance |
| Calidad demasiado blanda | Use una calidad más dura |
| Líquido de corte insuficiente | Incremente la presión del líquido de corte |
Desgaste en incidencia en el filo transversal


| Causa | Acción |
| Desviación total del indicador demasiado grande | Compruebe la desviación radial |
| Velocidad de corte demasiado baja | Incremente la velocidad de corte |
| Avance demasiado alto | Reduzca el avance |
El desgaste en incidencia en el filo transversal también influirá en la calidad del agujero debido a un centrado deficiente.
Astillamiento

Astillamiento en la periferia

Astillamiento en el filo principal
El astillamiento es un tipo de desgaste muy habitual al taladrar en un agujero pre-taladrado. Si en el agujero pretaladrado el ángulo de punta es más pequeño, la estabilidad será deficiente y pueden dañarse los vértices. También puede suceder esto si no coinciden las tolerancias de los ángulos de punta. Es posible evitarlo con brocas hechas a medida o con un agujero de fondo plano creado mediante fresado.
| Causa | Acción |
| Condiciones inestables | Compruebe la configuración |
| Desviación total del indicador demasiado grande | Compruebe la desviación radial |
| Líquido de corte insuficiente (fisuras térmicas) | Compruebe el suministro de líquido de corte |
| Desgaste máximo permitido superado | Ajuste los datos de corte |
Rotura de la broca

| Causa | Acción |
| Desviación total del indicador demasiado grande | Compruebe la desviación radial |
| Condiciones inestables | Compruebe la configuración |
| Potencia del husillo insuficiente | Compruebe los datos de corte |
| Atasco de viruta | Compruebe el suministro de líquido de corte |
| Avance demasiado alto | Reduzca el avance |
| Desgaste excesivo | Compruebe el desgaste con mayor frecuencia |
Filo de aportación


| Causa | Acción |
| Velocidad de corte y temperatura del filo demasiado bajas | 1. Aumente la velocidad de corte cuando el BUE está situado en el centro 2. Reduzca la velocidad de corte cuando el BUE está situado en la periferia |
| Faceta negativa demasiado grande | Filo de corte más agudo |
| Sin recubrimiento | Recubrimiento en el filo |
Si no se puede evitar completamente la zona del filo de aportación (BUE), calcule una velocidad que coloque el BUE en la parte más resistente de la broca (= 50 % del diámetro).
El uso de líquido de corte exterior puede influir negativamente en la evacuación de la viruta.
Aumente la velocidad de corte para desplazar
el filo de aportación hacia el centro de la broca
Reduzca la velocidad de corte para desplazar
el filo de aportación a la periferia (BUE) o eliminar el BUE
Desgaste típico
Independientemente del material
- Siempre desgaste en incidencia
- Rara vez se observa astillamiento Seguridad del proceso
Acero no aleado/CMC01.1
- Desgaste del margen/periferia El desgaste comienza con una mellaCrece hacia el vértice
Acero de baja aleación/CMC02.2
- Desgaste del vértice

Acero de alta aleación/CMC03.11
- Desgaste en incidencia significativo
- Pequeños daños en el vértice
Diseño del vértice
¡Precaución!
- No confunda el refuerzo con desgaste