
CoroMill® 390
Vielseitige Eckfräser mit guter Rampfähigkeit für die Mischproduktion
Anleitung
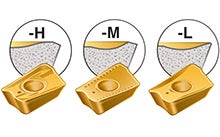
Auswahl der richtigen Wendeschneidplattengeometrie
Leicht (-L)
- Extra positiv
- Für die leichte Bearbeitung
- Geringe Schnittkräfte
- Niedrige Vorschübe
Medium (-M)
- Erste Wahl Geometrie
- Mittlere Vorschübe
- Mittlere Bearbeitungen bis leichtes Schruppen
Schwer (-H)
- Verstärkte Schneidkante
- Schwere Bearbeitung
- Höchste Schneidkantensicherheit
- Hohe Vorschübe

Auswahl des richtigen Werkzeugsystems
Die Werkzeugspannung hat den größten Einfluss auf das Bearbeitungsergebnis. Je größer die Schnitttiefe, desto wichtiger wird die Größe und Stabilität der Kupplung, da die radialen Kräfte beim Einsatz von Plan- und Eckfräsern, insbesondere Walzenstirnfräser, beträchtlich sind.
Verwenden Sie Coromant Capto® Kupplungen für optimale Stabilität und geringste Ablenkung für alle Fräsertypen, insbesondere bei langen Werkzeugen und Auskragungen.

Schraube für Wendeschneidplatte
Bei Fräsern mit kleinen Wendeschneidplatten ist die Schraube das empfindlichste und wichtigste Teil für einen sicheren und produktiven Prozess. Stets korrektes Anzugsmoment der Schraube sicherstellen.
Vibrationen mit Silent Tools™ minimieren
CoroMill® 390 ist nun mit Silent Tools Vibrationsdämpfungstechnologie mit Wendeschneidplatten in Größe 07 und 11 erhältlich. Hier Bedienanleitung herunterladen.
Anwendungshinweise

Checkliste und Hinweise für die Anwendung
Was ist beim Eckfräsen zu berücksichtigen? Hier finden Sie einige nützliche Tipps und Hinweise.

Auswahl der richtigen Teilung
Bei der Wahl der geeignetsten Anzahl effektiver Schneidkanten, zc, für die Anwendung, ist die Teilung (Abstand zwischen den Schneidkanten) zu berücksichtigen.
Fräserposition
Jedesmal, wenn eine Schneidkante des Fräsers in das Werkstück eingreift, wird sie einer Stoßbelastung ausgesetzt. Der kürzeste Weg zu einer erfolgreichen Fräsbearbeitung ist der richtige Kontakt zwischen Schneidkante und Werkstoff bei Werkzeugeintritt und -austritt.
Empfehlungen
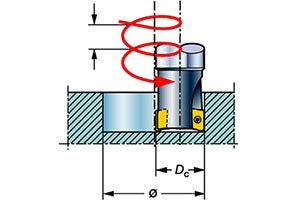
Spiralinterpolation
| Fräserdurchm. | iC 07 | iC 11 | iC 17 | iC 18 (nur MR-Geometrie) | ||||||||||||
| Eintauchwinkel (α°) | b | 2.5 | Eintauchwinkel (α°) | b | 5.5 | Eintauchwinkel (α°) | b | 8.5 | Eintauchwinkel (α°) | b | 5.0 | |||||
| max. ap | * | max. ap | * | max. ap | * | max. ap | * | |||||||||
| max. Dm | Ebener Grund Dm | min. Dm | max. Dm | Ebener Grund Dm | min. Dm | max. Dm | Ebener Grund Dm | min. Dm | max. Dm | Ebener Grund Dm | min. Dm | |||||
| 9.7 | 7.4 | 18.6 | 17.2 | 13.4 | ||||||||||||
| 10 | 7.0 | 19.2 | 17.8 | 14 | ||||||||||||
| 11.7 | 5.0 | 22.6 | 21.2 | 17.4 | ||||||||||||
| 12 | 5.0 | 23.2 | 21.8 | 18 | 6.0 | 22 | 20 | 14 | ||||||||
| 13.7 | 3.9 | 26.6 | 25.2 | 21.4 | ||||||||||||
| 14 | 3.8 | 27.2 | 25.8 | 22 | ||||||||||||
| 15.7 | 3.1 | 30.6 | 29.2 | 25.4 | ||||||||||||
| 16 | 3.0 | 31.2 | 29.8 | 26 | 10.5 | 30 | 28 | 21 | ||||||||
| 18 | 2.5 | 35.2 | 33.8 | 30 | 7.5 | 34 | 32 | 25 | ||||||||
| 20 | 2.1 | 39.2 | 37.8 | 34 | 5.5 | 38 | 36 | 29 | ||||||||
| 22 | 5.0 | 42 | 40 | 33 | ||||||||||||
| 25 | 1.5 | 49.2 | 47.8 | 44 | 5.0 | 48 | 46 | 39 | 15.5 | 48 | 45.4 | 33 | ||||
| 28 | 4.0 | 54 | 52 | 45 | ||||||||||||
| 30 | 3.8 | 58 | 56 | 49 | ||||||||||||
| 32 | 1.0 | 63.2 | 61.8 | 58 | 3.6 | 62 | 60 | 53 | 6.7 | 62 | 59.4 | 47 | ||||
| 36 | 5.0 | 68 | 65.4 | 53 | ||||||||||||
| 40 | 2.0 | 78 | 76 | 69 | 3.9 | 78 | 75.4 | 63 | ||||||||
| 44 | ||||||||||||||||
| 50 | 1.5 | 2.8 | 5.5 | 97.5 | 97 | 80 | ||||||||||
| 54 | 5.0 | 105.5 | 105 | 88 | ||||||||||||
| 63 | 1.2 | 2.1 | 4.0 | 123.5 | 123 | 106 | ||||||||||
| 66 | 3.7 | 129.5 | 129 | 112 | ||||||||||||
| 80 | 0.9 | 1.6 | 3.1 | 157.5 | 157 | 140 | ||||||||||
| 84 | 2.8 | 165.5 | 165 | 148 | ||||||||||||
| 100 | 1.2 | 2.4 | 197.5 | 197 | 160 | |||||||||||
| 125 | 1.0 | 1.9 | ||||||||||||||
| * | max. ap | Empfohlene ap für Wendeschneidplattengröße ODER die max. α ---- , Welche ist kleiner smaller | ||||||||||||||
Geometrie und Sorte der 1. Wahl
-
M-PM, M-KM, M-MM
-
Erste Wahl bei den meisten Anwendungen
-
E-MM
-
Optimierte Geometrie für ISO M
-
E-PL, E-KL, E-ML, E-NL
-
Scharfe positive Geometrien als Problemlöser für sensible Anwendungen hinsichtlich Schnittkraft und Vibrationen, oder wenn eine hohe Oberflächengüte oder hohe Präzision des Fräsers erforderlich ist
| P | -PM | GC1130 |
| M | -MM | GC1040 |
| K | -KM | GC1020 |
| N | -NL | H13A |
| S | -PM | S30T |
| H | -PM | GC1010 |
Fräser für einsatzbezogene Anwendungen
-
Übermaß-Fräser verbessern die Zugänglichkeit und ermöglichen einen natürlichen Freiraum
-
Fräser mit integrierter Coromant Capto® Kupplung und Adaptern für optimale Steifigkeit bei langen Komplettwerkzeugen
-
Vibrationsdämpfung durch Silent Tools™ für höhere Zerspanungsraten und bessere Oberflächengüte beim Einsatz von schlanken Werkzeugen
-
Drehfräsen, Schruppen und Schlichten mit einer oder mehreren einsatzbezogenen Wiper-Wendeschneidplatten, erhältlich in den Größen 11 und 18 sowie Radien von 0.8 und 1.6 mm
-
Fräser mit Wendeschneidplatten in Größe 07, speziell für die Bearbeitung von Passfedernuten mit einem Werkzeugdurchmesser, der 0.3 mm (0.012 Zoll) kleiner als die Nutbreite ist
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号