
Nachschleifen und Wiederaufbereiten von Vollhartmetallwerkzeugen
Bestellvorgang für das Nachschleifen

Wiederherstellung der Originalqualität
Das Nachschleifverfahren stellt bei verwendeten Vollhartmetallbohrern und -fräsern die ursprüngliche Qualität wieder her und verlängert die Lebensdauer der Werkzeuge. Das Nachschleifen ist erhöht die Nachhaltigkeit und reduziert die Kosten der Schneidwerkzeuge.
Stellen Sie die Originalqualität Ihrer Werkzeuge wieder her und verlängern Sie deren gesamten Lebenszyklus.
Durch Integration eines entsprechenden Prozesses bei der Konstruktion unserer Werkzeuge, der bei einer künftigen Wiederaufarbeitung eine exakte Kopie ermöglicht, können wir die Ausgangsleistung garantieren. Im Nachschleifprozess werden Geometrie und Beschichtung in Originalzustand aufbereitet. Die Leistungstests von wiederaufbereiteten Werkzeugen unterliegen dem gleichen Verfahren wie von Neuwerkzeugen.
Das nachstehende Schaubild veranschaulicht die Kosten für den Kauf von vier neuen Werkzeugen ( I ) im Vergleich zum Kauf eines Werkzeugs und dreimaligem Nachschleifen ( II ). Das Ergebnis sind Einsparungen von bis zu 50 %.
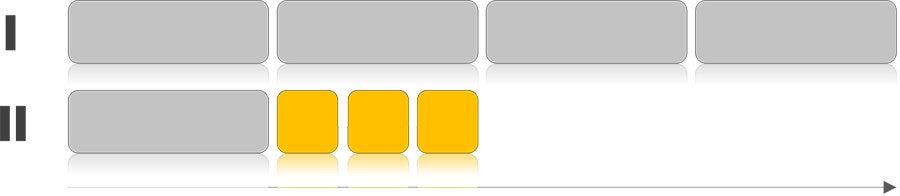
Gesamtwerkzeugkosten
Nachschleifservice möglich
Folgende Werkzeuge können nachgeschliffen werden:
Verpackung für das Nachschleifen
Befolgen Sie diese Anweisungen, um eine Beschädigung Ihrer Werkzeuge beim Versand zu vermeiden:
- Verwenden Sie die Originalkunststoffverpackung des Werkzeugs, um zu vermeiden, dass die Werkzeuge aneinanderstoßen.
- Wenn die Originalverpackung nicht mehr vorhanden ist, verwenden Sie Luftpolsterfolie oder ähnliches Verpackungsmaterial.
- Legen Sie alle Werkzeuge zwischen die beiden Schaumstoffeinlagen, die der Nachschleifbox beiliegen.
Bild zum Vergrößern anklicken
Recycling
Am Ende des Lebenszyklus eines Vollhartmetallwerkzeugs sollten Sie das Rückkaufprogramm von Sandvik Coromant in Betracht ziehen. Das Vollhartmetall Ihres Werkzeugs wird recycelt und zur Herstellung neuer Werkzeuge verwendet. Erfahren Sie mehr über das Recycling von Vollhartmetall.
Neue Vollhartmetallwerkzeuge finden
Wenn Sie auf der Suche nach neuen Werkzeugen sind, besuchen Sie unsere Rubrik Vollhartmetallwerkzeuge.

Werkzeugverschleiß bestimmen
Benutzen Sie den folgenden Leitfaden, um die Verschleißart Ihrer Werkzeuge zu bestimmen.
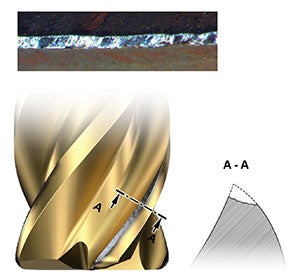
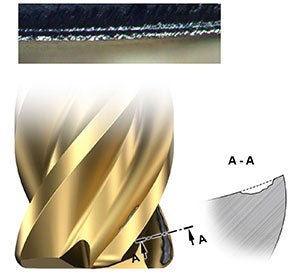
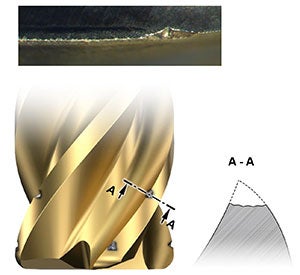
Gleichmäßiger Freiflächenverschleiß
Eine häufig vorkommende Verschleißart (typisch für ISO P, trocken). Beginnt überwiegend an der Schneidkante und entwickelt sich hin zur Freifläche.
Hauptverschleißmechanismus – abrasiv
Ursache:
- Hohe Schnittgeschwindigkeit und geringer Vorschub
- Geringe Verschleißfestigkeit
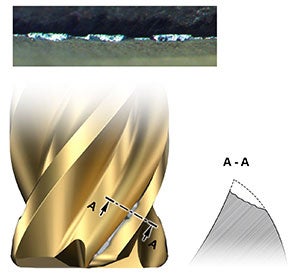
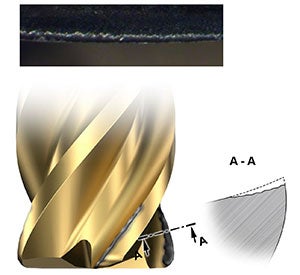
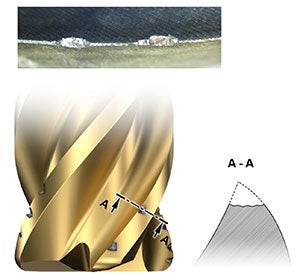
Ungleichmäßiger Freiflächenverschleiß
Zu Beginn der Bearbeitung verschleißen einige Schneidkantenbereiche schneller als andere.
Hauptverschleißmechanismus – partielles Abblättern der Beschichtung und unregelmäßige Mikroausbrüche an der Schneidkante, gefolgt von Abrasivverschleiß
Ursache:
- Hohe Schnittgeschwindigkeit und geringer Vorschub
- Vibrationen
- Geringe Verschleißfestigkeit
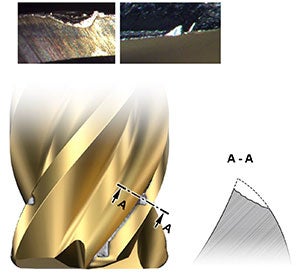
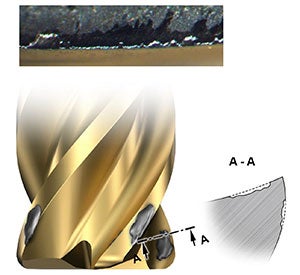
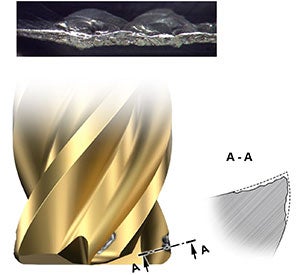
Örtlich begrenzter Freiflächenverschleiß
Üblicherweise an den Werkzeugecken und/oder bei Erreichen der maximalen Schnitttiefe..
Hauptverschleißmechanismus – adhäsiv, thermomechanisch oder chemisch
Ursache:
- Hohe Temperatur
- Vibrationen
- Nachschneiden der Späne
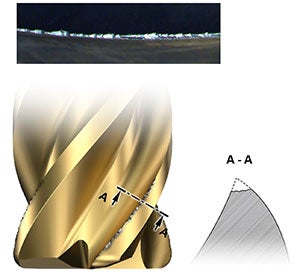
Kolkverschleiß
Bei Vollhartmetall-Schaftfräsern eher selten zu beobachten.
Hauptverschleißmechanismen – chemisch und abrasiv.
Ursache:
- Hohe Temperatur (hohe Schnittgeschwindigkeit)
Treppenförmiger Verschleiß der Frontpartie
Tritt gewöhnlich auf, wenn Überflutungskühlung (niedriger Druck) durch externe Düsen erfolgt.
Hauptverschleißmechanismus – chemisch
Ursache:
- Hohe Temperatur
Abblätterungen
Üblicherweise bei der Bearbeitung von Werkstoffen, die leicht an der Schneidkantenoberfläche anhaften.
Hauptverschleißmechanismus – adhäsiv
Ursache:
- Adhäsiver Werkstoff
Gleichmäßige Schneidkantenausbrüche (Abbröckeln)
Geringfügige Beschädigungen der Schneidkante. Andere Verschleißarten können durch Schneidkantenausbrüche entstehen.
Hauptverschleißmechanismus – thermomechanisch oder adhäsiv
Ursache:
- Schneidkante zu instabil und spröde
- Übermäßige Temperaturschwankungen
- Vibrationen

Kammrisse
Tritt an der Schneidkante auf und breitet sich über die Span- und Freifläche aus. Zunächst tritt der Verschleiß senkrecht zur Schneidkante auf, wodurch sich im Verlauf seitliche Risse bilden und Schneidkantenausbrüche hervorgerufen werden.Hauptverschleißmechanismus – thermomechanisch
Ursache:
- Schnell aufeinanderfolgende Temperaturschwankungen
Örtlich begrenzte Schneidkantenausbrüche
Beschädigung tritt konstant an einer bestimmten Position entlang der Schneidkante auf.
Hauptverschleißmechanismus – thermomechanisch oder adhäsiv
Ursache:
- Schneidkante zu instabil und spröde
- Starke Temperaturschwankungen
- Vibrationen
Nachschneiden der Späne
Ungleichmäßige Schneidkantenausbrüche
Ungleichmäßig angeordnete Beschädigungen entlang der Schneidkante.
Hauptverschleißmechanismus – thermomechanisch oder adhäsiv
Ursache:
- Schneidkante zu instabil und spröde
- Übermäßige Temperaturschwankungen
- Vibrationen
- Nachschneiden der Späne
- Abhilfe
Abplatzungen an der Schneidkantenoberfläche
Üblicherweise bei der Bearbeitung von ISO-S-Werkstoffen. Abplatzungen, die an der Schneidkante auftreten und sich an der Spanfläche der Wendeschneidplatte ausbreiten.
Hauptverschleißmechanismus – adhäsiv und Sprödbruch
Ursache:
- Adhäsiver Werkstoff
- Hohe Temperatur
- Vibrationen
