
Hvad er vellykket af- og sporstikning?
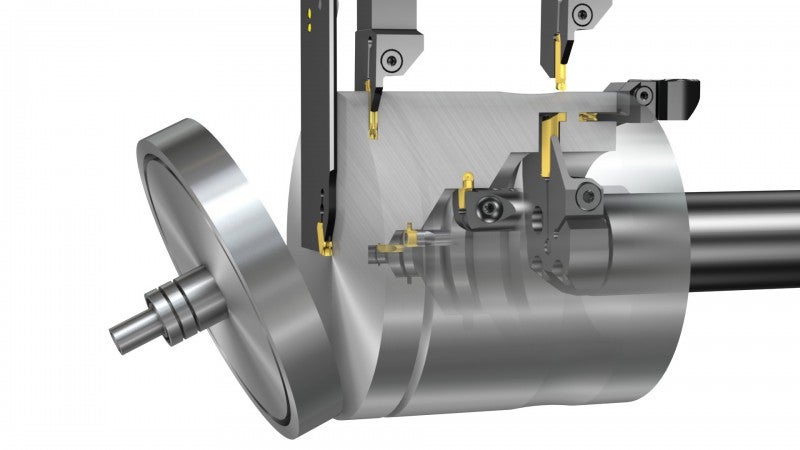
I af- og sporstikning er processikkerhed og produktivitet to vigtige aspekter. Med den rette opsætning og det rette valg af værktøj er der mange problemer, der kan undgås i afstikningen. Problemer som hakker og grater, værktøjsbrud, spånklemning, dårlig overfladekvalitet på komponenter med komplekse spor, forkert skæreolietryk, lange udhæng og kraftige vibrationer, som i sidste ende kan medføre, at dyre komponenter må kasseres. For at hjælpe dig med at undgå disse specifikke problemer og få udført vellykket af- og sporstikning har vi samlet følgende anbefalinger og tip.
Indledende overvejelser til af- og sporstikning
De indledende overvejelser vil påvirke valget af af- og sporstikningsværktøjer og den måde, de anvendes på.
Sporet eller overfladen
Overvej følgende kvalitetskrav til de spor og den overflade, der skal bearbejdes:
- Applikationstype (f.eks. afstikning eller indvendig sporstikning)
- Spåndybde
- Spånbredde
- Hjørneradius
- Kvalitetskrav (tolerance, overfladekvalitet osv.). Har vi brug for Wiper-skær for at få en acceptabel overfladekvalitet? Et Wiper-skær giver ofte bedre overfladekvalitet med samme skæredata

Komponenten
Efter at have overvejet kvalitetskravene, så prøv at se på komponenten:
- Har materialet gode spånbrydningsegenskaber?
- Er spånafgang/spånkontrol et afgørende emne?
- Batchstørrelse – et enkelt spor eller masseproduktion af spor? Ved masseproduktion kan det betale sig at bruge et optimeret Tailor Made-værktøj for at maksimere produktiviteten
- Kan komponenten fastholdes sikkert?
Maskinen
Maskinovervejelser omfatter:
- Stabilitet, effekt og moment, især til store komponenter
- Skærevæske- og kølevæskeforsyning
- Er højtrykskølevæske nødvendig til spånbrydning i langspånede materialer?
- Tid til værktøjsskift/antal værktøjer i revolveren
- Grænseværdier i o/min., især ved stangfødningsmagasin og små diametre
- Subspindel eller pinoldok til rådighed?

