
Fræsning ind i hjørner
Fræsning ind i hjørner kræver grundige overvejelser, hvad angår en passende indgrebsvinkel og tilspænding.
Overvejelser
- Når fræseren føres ind i indvendige hjørner, øges den radiale indgrebsvinkel, og det stiller ekstra krav til skærkanten
- Ofte bliver processen ustabil, hvorved der skabes vibrationer, og processen bliver usikker
- Varierende skærekræfter skaber ofte underskæring af hjørnet
- Der er også risiko for udflisning af skærkanten eller et totalt værktøjsnedbrud
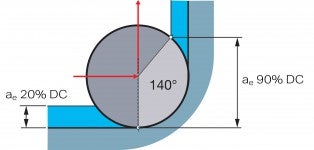
Traditionel hjørnefræsning
Hjørneradius = 50 % x DC
Løsning – begræns indgrebsvinklen
Brug en programmeret radius (cirkulær fræsning) til at reducere indgrebsvinklen og radial spåntagning til at reducere vibrationstendenserne, hvilket giver mulighed for større spåndybder og tilspænding til fræsning ind i hjørner.
- Fræs en større hjørneradius end angivet på tegningen. Dette kan af og til være en fordel, da det giver mulighed for at bruge en større fræserdiameter ved skrubfræsning, hvilket fastholder en høj produktivitet
- Alternativt kan man bruge en fræser med mindre DC til at fræse den ønskede hjørneradius
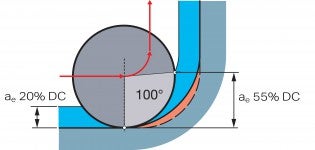
Fræs en større komponentradius,
Hjørneradius = 75 % x DC
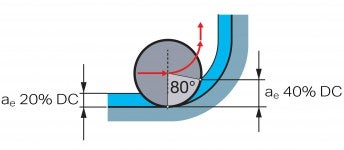
Brug en mindre fræser,
Hjørneradius = 100 % x DC
Skrubfræsning
En programmeret radius på 50 % DC er optimal.
Sletfræsning
Til sletfræsning er det ikke altid muligt at have så stor radius: men fræserens diameter må ikke være større end 1,5 x komponentradius, f.eks. hjørneradius 10 mm (0,394 tommer) = maks. 15 mm (0,591 tommer).
