
Udvidelse af et hul med fræsning
Udvidelse af et eksisterende hul kan udføres enten med cirkulær ramping eller cirkulær fræsning.
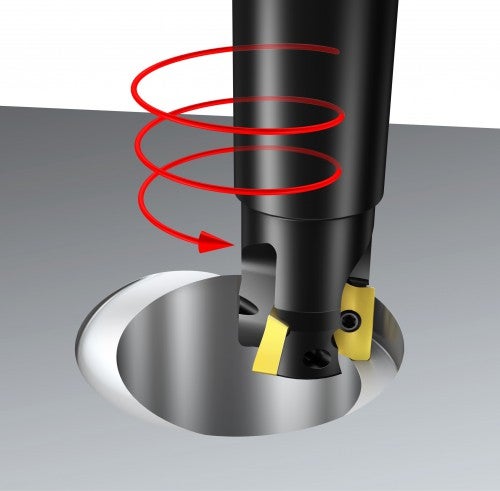
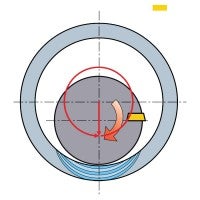
Cirkulær ramping
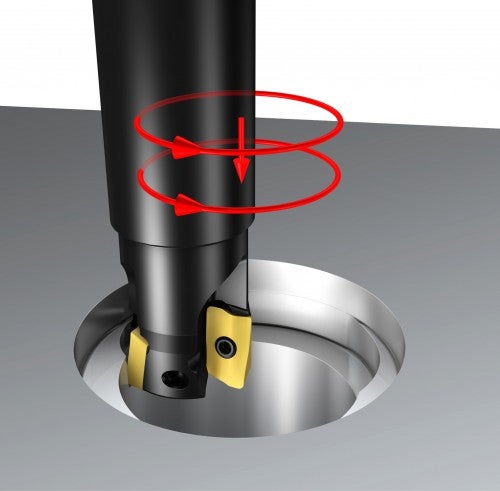
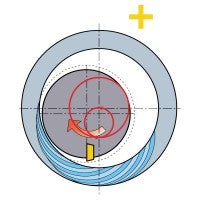
Cirkulær fræsning
Cirkulær ramping – treakset
- Konstant ramping
- Ingen ind- eller udgange
- Fræseren er hele tiden i indgreb
- Rampingforløb – bundfræsning
Førstevalg:
- Hullets dybde er større end maks. ap for værktøjet
- Bedste hulkoncentricitet og -rundhed
- I vibrationsfølsomme applikationer

Cirkulær fræsning – toakset
Cirkulær fræsning er en alternativ metode til den traditionelle brug af opboringsværktøjer. Cirkulær fræsning kan udføres ved at bevæge de fleste 90-graders fræsere i en cirkulær værktøjsbane.
- Konstant Z
- Ind- og udgang for hvert niveau
- Der skal programmeres rullende indføring i indgreb
- Hultolerancen ved opboring er ikke lige så god som med cirkulær fræsning
- Trinmærker ved hvert overløb
Førstevalg:
- Programmér værktøjsbane på mere end 360 grader for at undgå trinmærker
- Det er kun nødvendigt med et overløb Fræser med høj ap-kapacitetLavt hul
- Ramping-kapaciteten er dårlig eller ikke-eksisterende – lang skærkant uden aksial støtte
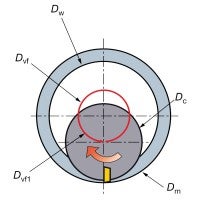
Beregning af tilspænding
Tilspændingen skal reduceres på grund af følgende:
- Øget ae i forhold til lige fræsning, hvilket reducerer den spånudtyndende effekt
- Periferitilspændingen er større end værktøjets centertilspænding
- Beregn tilspændingen ud fra Dvf.
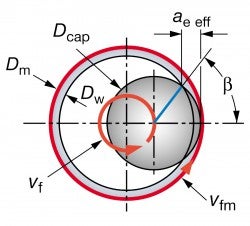
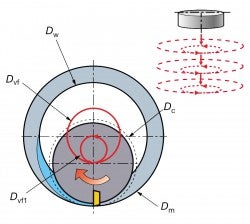
Indføring ved indgreb
Tilkørsel med radius sikrer, at spånerne er tynde ved udgangen. Lille indgrebsvinkel reducerer vibrationer og sikrer høj produktivitet.
