Vytváření povrchu při frézování
Při frézování lze povrch vytvářet radiálním nebo axiálním záběrem nástroje, nebo může vznikat povrch s plastickým vzhledem. Vše závisí na tom, jaký typ nástroje je k tomu použit a jaký použijeme postup.
Povrch vytvořený axiálním záběrem nástroje
Povrch vznikající na obráběné ploše bude kopírovat tvar spodní strany břitové destičky. Břitová destička s poloměrem rohu (RE) vytváří na povrchu nerovnosti (zašpičatělé hrbolky). Velikost těchto nerovností závisí na poloměru rohu a rychlosti posuvu.
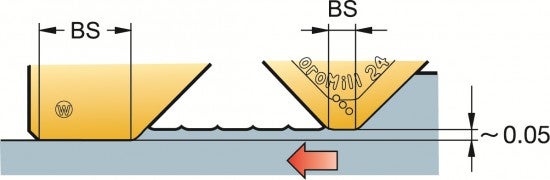
Vytvářet rovný povrch jsou schopné břitové destičky s paralelním zábřitem (BS). V závislosti na přípustné odchylce v axiálním směru a velikosti házení frézy, vytváří výsledný povrch nejníže položená břitová destička..
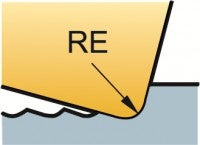
Poloměr rohu (RE)
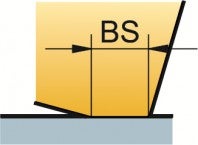
Paralelní zábřit (BS)
Aby bylo možné vytvořit frézováním kvalitní povrch, je důležité zajistit, že posuv na otáčku (fn = fz x zn) nepřesáhne 80 % z hodnoty BS.
Čím větší je průměr frézy (a u fréz s velmi malou zubovou roztečí), tím větší je počet zubů, jakož i posuv na otáčku, a tudíž je zapotřebí i větší BS. S tím, jak se hodnota posuvu na otáčku blíží velikosti tohoto zábřitu, házení frézy v axiálním směru ovlivňuje výsledný profil povrchu.
Pro dosažení nejvyšší možné kvality povrchu je vhodné použít:
- Hladící břitové destičky nebo břitové destičky s hodnotou BS nejméně o 25 % větší než fn
- Cermetové břitové destičky pro obrábění do zrcadlového lesku
- Řeznou kapalinu, která brání ulpívání materiálu
Hladící břitové destičky
Pro dokončování frézami větších průměrů lze použít hladící břitové destičky (Wiper) nebo destičky s dlouhým paralelním zábřitem. Hladící břitová destička je nastavena níže, než standardní břitové destičky, čímž je zajištěno, že povrch bude vytvářet právě tato destička. Max. hodnota fn by neměla přesáhnout 80 % hodnoty BS.
Kruhové břitové destičky
Ačkoli jsou kruhové břitové destičky a destičky s velkým poloměrem rohu extrémně produktivní, jimi obrobený povrch nedosahuje zvlášť vysoké kvality. Čím větší je průměr frézy, tím horší je kvalita obrobené plochy.
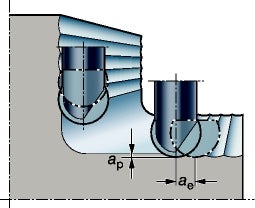
Povrch vytvořený radiálním záběrem nástroje
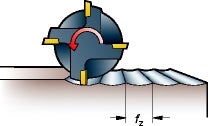
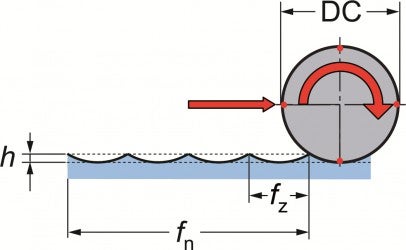
Při použití stopkových fréz, válcových fréz pro frézování do rohu nebo kotoučových fréz vzniká povrch nesoucí stopy po radiálním záběru nástroje. U povrchů vytvářených radiálním záběrem nástroje je konečný profil vytvářen boční stranou nástroje.
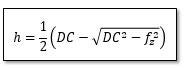
Jednotlivé břity vytvářejí na povrchu nerovnosti (h), přičemž šířka těchto nerovností je rovna posuvu na zub, fz, a hloubka těchto nerovností je dána poměrem mezi průměrem frézy a hodnotou fz. Teoretická velikost takto vytvořených nerovností je minimální.
Povrch s plastickým vzhledem
Při použití fréz s kulovým čelem vzniká povrch s plastickým (lasturovitým) vzhledem.