
Co je to tvarové frézování?


Tvarové frézování je často používaná frézovací operace. Pro hrubování a lehké hrubování slouží koncepce s kruhovými břitovými destičkami nebo s velkým poloměrem zaoblení rohů, zatímco pro dokončování a superfinišování se používají stopkové frézy s kulovým čelem.
Proces tvarového frézování

Tvarové frézování zahrnuje víceosé frézování dvourozměrných a třírozměrných konvexních a konkávních tvarů. Čím větší je součást a čím komplikovanější je obráběný tvar, tím důležitější je při tvarovém frézování přípravný proces.
Celý obráběcí proces by měl být rozdělen nejméně na tři typy operací:
- Hrubování/lehké hrubování
- Polodokončování
- Dokončování
Někdy je nutné použít také superfinišování, které se často provádí s využitím technik vysokorychlostního obrábění. Frézování zbývajících přídavků, tzv. dofrézování neodebraného materiálu, se skládá z polodokončovacích a dokončovacích operací. Z důvodu dosažení maximální přesnosti a produktivity je doporučeno provádět hrubování a dokončování na samostatných strojích a pro jednotlivé operace používat optimalizované obráběcí nástroje.
Dokončovací operace je třeba provádět na 4–5osých obráběcích strojích s moderním softwarem a technikami programování. To může významně snížit, nebo dokonce zcela eliminovat čas potřebný pro ruční dokončování výrobku. V konečném důsledku bude mít výrobek lepší geometrickou přesnost a vyšší kvalitu struktury povrchu.
Volba nástrojů
Optimalizované obráběcí nástroje pro hrubování a lehké hrubování:
frézy s kruhovými břitovými destičkami a koncepce s velkým poloměrem zaoblení rohů.
Optimalizované obráběcí nástroje pro dokončování a superfinišování:
stopkové frézy s kulovým čelem a koncepce s velkým poloměrem zaoblení rohů.
 |  |  |  | |
| S kruhovými VBD | S kulovým čelem, s VBD | S kulovým čelem, s výměnnými hlavicemi | S kulovým čelem, celokarbidové | |
| Velikost stroje/ vřetena | ISO 40, 50 | ISO 40, 50 | ISO 30, 40 | ISO 30, 40 |
| Požadavky na stabilitu | Vysoké | Střední | Střední | Nízké |
| Hrubování | Velmi dobré | Dobré | Přijatelné | Přijatelné |
| Dokončování | Přijatelné | Přijatelné | Velmi dobré | Velmi dobré |
| Hloubka řezu ap | Střední | Střední | Malé | Malé |
| Univerzálnost | Velmi dobré | Velmi dobré | Velmi dobré | Velmi dobré |
| Produktivita | Velmi dobré | Dobré | Dobré | Dobré |
Metodický postup pro posuzování aplikace při tvarovém frézování
Aby bylo možné zvolit správné nástroje a stanovit nejvhodnější metodu obrábění, je třeba důkladně prostudovat tvar součásti:
- Určete minimální poloměr rohů a maximální hloubku dutin
- Vypočítejte přibližné množství materiálu, které je třeba odebrat
- Abyste předešli vzniku vibrací, zkontrolujte nástrojovou sestavu a upnutí obrobku. Aby bylo možné dosáhnout odpovídající geometrické přesnosti daného tvaru, je veškeré obrábění třeba provádět na optimalizovaných obráběcích strojích
- Použitím samostatného přesného obráběcího stroje pro dokončovací a superfinišovací operace se sníží, a v některých případech i dokonce vyloučí potřeba časově náročného ručního leštění
- Značné úspory mohou přinést některé pokročilé metody programování. Pro dosažení co nejvyšší kvality obrobené plochy při obrábění součástí s velmi malými přídavky na obrábění použijte monolitní karbidové stopkové frézy v kombinaci s technikami vysokorychlostního obrábění
- Pro hrubování a polodokončování velkých součástí je zpravidla nejproduktivnější použití konvenčních metod obrábění i nástrojového vybavení. Výjimkou je frézování hliníku, při kterém se vysoké řezné rychlosti používají také při hrubování
Jak eliminovat sklony ke vzniku vibrací

Překážkou při frézování hlubokých tvarových prvků s použitím velkého vyložení nástrojů jsou vibrace. Běžným způsobem, jak překonat tyto problémy, je snížení hloubky řezu, řezné rychlosti nebo posuvu.
- Používejte tuhé modulární nástroje s odpovídající přesností z hlediska obvodového házení
- Modulární nástroje mají vyšší flexibilitu a nabízejí větší počet vhodných kombinací
- Pokud celková délka nástroje, od referenčního (měřícího) bodu až k nejvzdálenějšímu bodu na ostří, přesáhne 4 až 5násobek průměru v úrovni referenčního bodu, použijte nástroje nebo prodlužovací nástavce s vnitřním tlumením.
- Jestliže je nutné radikálně zvýšit ohybovou tuhost, použijte prodlužovací adaptéry vyrobené z těžkých kovů
- Pro otáčky vřetena nad 20 000 ot/min používejte vyvážené obráběcí nástroje a nástrojové držáky
- Použijte největší možný průměr prodlužovacího nástavce nebo adaptéru vzhledem k průměru frézy
- Dostatečný rozdíl mezi rozměrem nástroje a nástrojového držáku v radiálním směru je 1 mm (0.039 inch). Používejte frézy s přesazeným průměrem
- Alternativní metodu frézování s velmi dlouhými nástroji představuje ponorné frézování
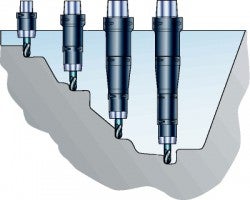
Zvyšujte délku nástroje postupně

Pro dosažení maximální produktivity hrubovacích operací, při kterých se poslední průchod provádí hluboko uvnitř obráběné součásti, je velmi důležité používat společně s frézou sadu prodlužovacích adaptérů.
- Vždy začínejte s nejkratším prodlužovacím adaptérem, jelikož použití delšího adaptéru vždy omezuje produktivitu a zvyšuje nebezpečí vzniku vibrací
- V předem stanoveném stadiu programovacího cyklu proveďte výměnu za delší nástroj. Okamžik výměny určuje geometrie dutiny
- Pro jednotlivé délky nástrojů přizpůsobte řezné podmínky s ohledem na dosažení maximální produktivity
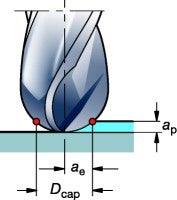
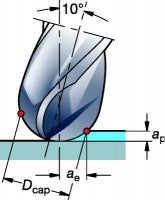
Skutečná řezná rychlost
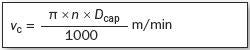
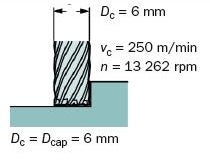
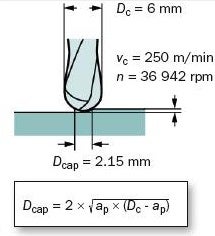
Pokud se pro výpočet řezné rychlosti uvažuje nominální průměr nástroje, bude v případě fréz s kulovým čelem nebo kruhovými břitovými destičkami skutečná řezná rychlost, vc, mnohem menší, pokud hloubka řezu, ap, bude nízká. Rychlost posuvu stolu a produktivita tak bude drasticky omezena.
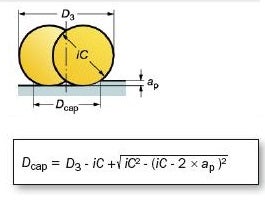
Výpočet řezné rychlosti musí být založen na hodnotě skutečného, nebo také efektivního, průměru v řezu, Dcap.
Stopková rohová fréza
Fréza s kulovým čelem
Fréza s kruhovými VBD
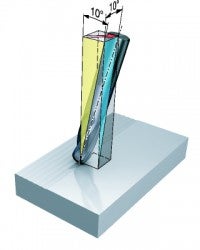
Frézování špičkou nástroje – skloněná fréza
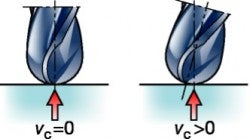
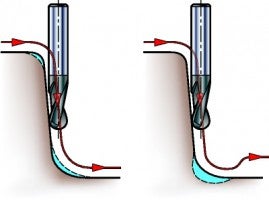
Při použití stopkových fréz s kulovým čelem se nejkritičtější místo břitu nalézá v ose nástroje, kde se řezná rychlost blíží nule, což je pro obráběcí proces krajně nepříznivé. Odvádění třísek v blízkosti osy nástroje představuje mezní stav, jelikož prostor kolem příčného břitu je velmi úzký.
Z tohoto důvodu je doporučeno naklonění vřetena nebo obrobku o 10 až 15 stupňů, čímž se docílí posunutí oblasti řezu směrem od osy nástroje.
- Dojde ke zvýšení minimální hodnoty řezné rychlosti
- Prodlouží se životnost nástroje a zlepší se utváření třísky
- Zlepší se kvalita obrobené plochy
Příklad pro frézy se středovými břity
Středová část, z = 2
Obvodová část, z = 4

Z = 2

Z = 4
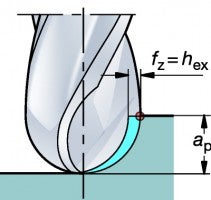
Mělký řez
Při použití kruhových břitových destiček nebo fréz s kulovým čelem lze vzhledem ke krátké době záběru břitu zvýšit při menších hloubkách řezu řeznou rychlost, vc. Čas nutný pro přestup tepla v oblasti řezu je kratší, to znamená, že teploty břitu i obrobku zůstávají nízké. Vzhledem k efektu ztenčení třísky lze zvýšit také posuv/zub, fz.
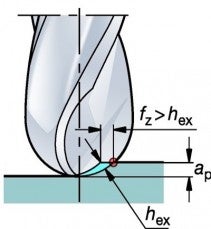
Mělký řez
Příklad mělkého řezu, nenakloněná versus nakloněná fréza
Tento příklad ukazuje možnosti zvýšení řezné rychlosti v případě, že poměr ae/ap je malý a také výhody vyplývající z použití nakloněné frézy.
Monolitní karbidová fréza s kulovým čelem
Dc = 10 mm, nástrojová třída GC 1610.
Materiál: Ocel, 400HB
Doporučené řezné podmínky pro hloubku řezu ap - Dc/2:
vc = 170 m/min
fz = 0.08 mm/ot = hex
apPolodokončování - 2 mm (0.079 inch) vc - 300 m/min (984 ft/min) Vzhledem k malé hloubce řezu a krátké době záběru je možné | vc hex vf Dc = 10 mm (0.394 inch) | vc hex vf Dc = 10 mm (0.394 inch) |
vc - 5 * 170 - 850 m/min (557–2789 ft/min) Poznámka: fz aeSuperfinišování - 0.1 mm | Při superfinišování není doporučeno používat frézy bez jejich naklonění | vc hex vf Dc = 10 mm (0.394 inch) |
Produktivita při tvarovém frézování: konstantní velikost přídavku na obrábění
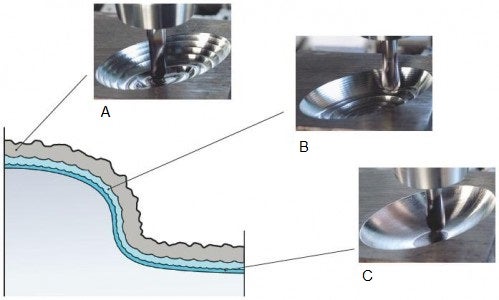
A: Hrubování
B: Polodokončování
C: Dokončování a superfinišování
Konstantní velikost přídavku na obrábění je jednou ze skutečně základních podmínek vysoké a trvalé produktivity při tvarovém frézování, zejména v případě použití vysokých řezných rychlostí.
- Pro dosažení maximální produktivity těchto operací, dobře známých z oblasti výroby forem a zápustek, je důležité přizpůsobit velikost frézy dané operaci.
- Prvořadým cílem je vytvořit rovnoměrně rozložený přídavek na obrábění nebo vrstvu neodebraného materiálu tak, aby u každého použitého nástroje docházelo pouze k nepříliš častým změnám pracovního zatížení nebo směru pohybu
Často je mnohem příznivější použití různých fréz se snižující se velikostí, od velkých k malým, místo použití pouze jednoho průměru frézy pro každou operaci, zejména pak při lehkém hrubování a polodokončování.
- Nejlepších výsledků je při dokončovacích operacích možné dosáhnout, pokud po předchozí operaci zůstane co nejmenší množství neodebraného materiálu s co nejrovnoměrnějším rozložením
- Cílem vždy je přiblížit se co nejvíce požadavkům stanoveným pro konečný tvar
- Bezpečný obráběcí postup
Výhody vyplývající z konstantní velikosti přídavků na obrábění
- Některé polodokončovací a prakticky všechny dokončovací operace je možné provádět s částečným dohledem a v některých případech dokonce zcela bezobslužně
- Méně negativní dopady na pohybové prvky obráběcího stroje, kuličkový šroub a ložiska vřetena
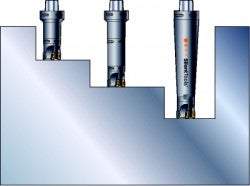
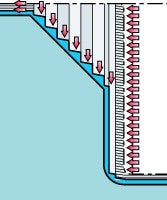
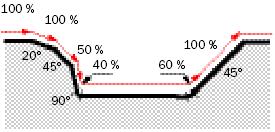
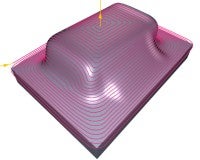
Vytváření dutiny v celistvém povrchu obrobku
- Při vytváření (otevírání) dutiny je nesmírně důležité zvolit metodu, která umožňuje minimalizovat ap, a také ponechat stejnoměrné přídavky na obrábění pro operace, které budou při tvarovém frézování následovat.
- Čelní/stopkové rohové frézy a frézy s dlouhými břity zanechávají na obrobené ploše stupně, které je třeba následně odstranit. Přitom však značně kolísá velikost vznikajících řezných sil a dochází k průhybu nástroje. Výsledkem je nerovnoměrná velikost přídavků na dokončování, což má vliv na geometrickou přesnost a konečný tvar.
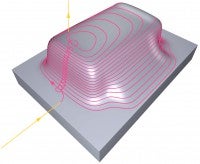
- Při použití fréz s kruhovými břitovými destičkami zůstávají mezi jednotlivými průchody mírnější přechody a pro následující tvarové obrábění tak stačí ponechat menší přídavky, které navíc budou mít mnohem rovnoměrnější rozdělení, což se projeví zvýšením kvality součásti
- Třetí alternativou pro vytvoření dutiny je použití fréz pro vysoké rychlosti posuvu. Díky malým hloubkám řezu tak bude možné dosáhnout malé velikosti přídavků s rovnoměrným rozložením, tedy menších stupňů mezi jednotlivými průchody
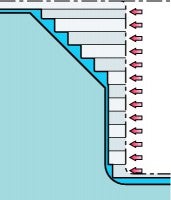

Rohová fréza,
větší množství neodebraného materiálu s nerovnoměrným rozložením
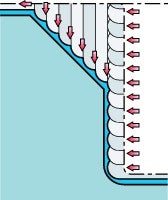

Fréza s kruhovými břitovými destičkami,
menší množství neodebraného materiálu

Fréza pro vysoké rychlosti posuvu,
menší množství neodebraného materiálu
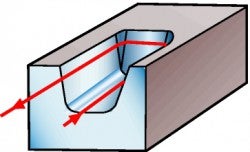
Kopírovací frézování

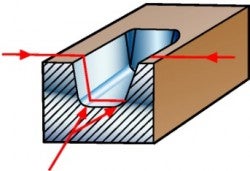
Tradiční a také nejjednodušší metoda programování dráhy nástroje při frézování dutin je založena na využití obvyklých technik kopírovacího frézování s velkým počtem nájezdů a výjezdů ze záběru. Ačkoli to vyžaduje výkonný software, stroje i nástroje jsou využívány pouze velmi omezeným způsobem. Přednost má použití obráběcích strojů se softwarovým vybavením s diagnostickou funkcí („look ahead“), která brání vychýlení z dráhy nástroje.
Pro volbu metod, drah nástrojů, fréz a nástrojových držáků je podstatný nezaujatý způsob uvažování.
− Velké zatížení břitu v ose nástroje
− Nižší rychlosti posuvu
− Kratší životnost nástrojů
− Mechanické rázy
− Chybné tvary
− Delší programy a časy obrábění
Dráha nástroje při kopírovacím frézování často představuje kombinaci sousledného a nesousledného frézování a vyžaduje řadu nežádoucích nájezdů a výjezdů ze záběru. Každý nájezd a výjezd ze záběru způsobuje průhyb nástroje a zanechává výškové stopy na obrobeném povrchu. Řezné síly a průhyb nástroje se v důsledku toho snižují, na výstupu ze záběru naopak dochází k mírnému podřezávání obrobeného povrchu materiálu.
Shrnutí
- Nakolik je to jenom možné, je třeba vyloučit kopírovací frézování podél příkrých stěn. Při ponorném frézování je tloušťka třísky velká a řezná rychlost by měla být nízká
- Existuje zde riziko vylamování břitu v ose nástroje, zejména když se fréza přibližuje do oblasti dna.
- Pro kontrolu rychlosti posuvu používejte diagnostickou funkci stroje. Jinak se může stát, že z hlediska toho, aby nedošlo k poškození břitu v ose nástroje, neproběhne snížení rychlosti posuvu dostatečně rychle
- V okamžiku, kdy se fréza přiblíží ke stěně, vzniká kontakt na velké styčné délce a narůstá riziko průhybu nástroje, vibrací a poškození nástroje
- Při použití stopkových fréz s kulovým čelem je nejkritičtějším místem osa nástroje, jelikož řezná rychlost je zde nulová. Zabraňte používání oblasti kolem osy nástroje a ke zlepšení podmínek využijte frézování špičkou nástroje s využitím naklopení vřetena nebo obrobku
- Pro průběh obrábění je poněkud příznivější použít podél strmých stěn vzestupné kopírování, jelikož tloušťka třísky dosahuje maxima za poněkud příznivějších řezných rychlostí
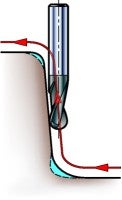
Riziko vyhloubení drážek

Vzestupné kopírování:
Maximální tloušťka třísky při doporučené vc.
Na dně dutiny:
Riziko vylamování břitu v ose nástroje.
Poměrně časté jsou chyby tvaru, zejména při použití technik vysokorychlostního obrábění.

Sestupné kopírování:
Velká tloušťka třísky při velmi malých vc.
Zkrácení životnosti nástroje brání snížení rychlosti posuvu
Přechody mezi sousledným a nesousledným frézováním vystavují frézovací nástroje střídání průhybu a velikosti řezných sil. Snížení rychlosti posuvu v kritických úsecích dráhy nástroje pomáhá omezit riziko vylamování břitu, zvýšit tak bezpečnost obráběcího procesu a prodloužit životnost nástroje.
Konturovací frézování
Namísto použití technik programování, které se omezují na „odebírání vrstev“ materiálu s konstantní hodnotou v ose Z, je mnohem výhodnější použití konturovací tvarové dráhy nástroje v kombinaci se sousledným frézováním. To s sebou přináší:
+ Výrazně kratší čas na obrábění
+ Lepší využití stroje a nástrojů
+ Zvýšení geometrické jakosti obráběných tvarů
+ Menší množství časově náročného dokončování a ručního leštění
+ Kontrola řezné rychlosti - ve
+ Možnost vysokorychlostního obrábění (HSM)
+ Vysoké rychlosti posuvu
+ Dlouhá životnost nástroje
+ Bezpečnost
Počáteční zpracování programů je náročnější a trvá poněkud déle; Na druhou stranu je velmi rychle vykompenzováno, jelikož hodinová sazba stroje je běžně trojnásobně vyšší než cena kancelářské práce. Přednost má použití obráběcích strojů se softwarovým vybavením s diagnostickou funkcí („look ahead“), která brání vychýlení z dráhy nástroje.Shrnutí

- Používejte konturovací typ dráhy nástroje, například „frézování po vrstevnici“, jelikož se jedná o nejvhodnější metodu umožňující použití sousledného frézování.
- Vyšší produktivitu často přináší konturování prováděné obvodem frézy, protože na větším průměru nástroje je v efektivním záběru větší počet zubů
- Při omezených otáčkách obráběcího stroje pomáhá konturování k dosažení kontroly řezné rychlosti
- Při konturování také dochází k menšímu počtu náhlých změn provozního zatížení a směru pohybu. To je obzvlášť důležité při frézování s vysokými řeznými rychlostmi nebo rychlostmi posuvu a při frézování tvrzených materiálů, kdy břit i obráběcí proces jsou daleko citlivější na jakékoli změny, které mohou vyvolat změny průhybu nebo způsobit vibrace
- Pro dosažení uspokojivé životnosti nástroje je důležité zajistit, aby nástroj zůstal nepřetržitě v záběru tak dlouho, jak jen je to možně
Pozor! Nepřipusťte záběr v ose nástroje, kde je řezná rychlost nulová.
Strategie stanovení dráhy nástroje
Konturování s konstantní hodnotou v ose Z, dvouosé. Hrubování až dokončování
Konturovací frézování po vrstevnici s konstantní hodnotou v ose Z
- Běžně využívaný postup, je-li k dispozici CAM funkce pro kontrolu maximální výšky nerovnosti povrchu
- Plynulý vstup a výstup ze záběru
- Snadné programování
- Široký sortiment nástrojů
Konturování pomocí šroubovicové interpolace, tří až pětiosé. Dokončování
Konturování se současným postupným zahlubováním
- Plynulé změny směrů pohybu
- Dobrá tvarová přesnost a kvalita obrobeného povrchu
- Kontrolovaná výška nerovností povrchu
- Konstantní velikost záběru
- Krátké programy
- Krátké nástroje
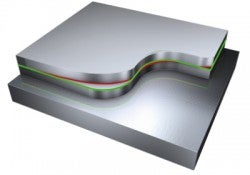
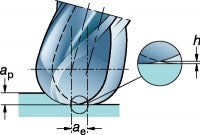
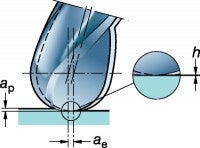
Vznik povrchu s reliéfem
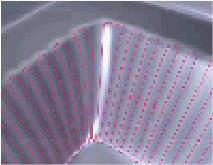
Dobrou kvalitu obrobené plochy a spolehlivou funkci zajišťuje sousledné frézování s frézou nakloněnou o cca 10° ve dvou směrech. Frézy s kulovým čelem nebo s oblými tvary břitů vytvářejí povrch s určitou nerovností, h, v závislosti na:
- Šířce řezu, ae,
- Posuvu na zub, fz
Dalšími důležitými faktory jsou hloubka řezu, ap, která ovlivňuje velikost řezných sil a velikost celkového házení frézy – TIR. Pro dosažení co nejlepších výsledků:
- Používejte vysoce přesná hydraulická sklíčidla se spojkou Coromant Capto®
- Snižte vyložení nástroje na minimum
Hrubování a lehké hrubování
Pokud je posuv na zub mnohem menší než šířka a hloubka řezu, vytvořený povrch bude mít mnohem menší výšku nerovností ve směru posuvu.
Dokončování a superfinišování
Příznivý vliv má, když struktura vytvořeného povrchu je hladká a symetrická ve všech směrech, protože takový povrch lze později snadno leštit, bez ohledu na zvolenou metodu leštění.
Toho lze dosáhnout, pokud fz ≈ ae.
S ohledem na dosažení co nejlepší struktury povrchu vždy používejte pro superfinišování nakloněnou frézu se dvěma zuby.
Polodokončování s hodnotou fz mnohem menší než ae
Superfinišování s nakloněnou frézou a hodnotou fz rovnající se ae

