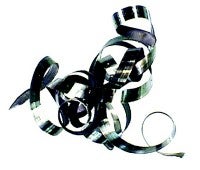
Kontrola utváření třísek Dlouhá, kontinuální vlákna tvořící smyčky, které se navíjejí kolem nástroje nebo obrobku. Obvykle k tomu dochází v důsledku nízkých rychlostí posuvu a/nebo malé hloubky řezu.
Rychlost posuvu je pro zvolenou geometrii příliš nízká
Zvyšte posuv
Zvolte geometrii břitových destiček s lepší schopností dělit třísku
Použijte nástroj s přesným přívodem řezné kapaliny
Hloubka řezu je pro zvolenou geometrii příliš nízká
Zvyšte hloubku řezu nebo zvolte geometrii s lepší schopností dělit třísky
Poloměr zaoblení špičky je příliš velký
Zvolte menší poloměr špičky
Nevhodný úhel nastavení
Zvolte nástrojový držák s co největším úhlem nastavení (úhlem hlavního břitu). KAPR = 90° (PSIR = 0°)
Kontrola utváření třísek Velmi krátké třísky, které jsou často slepené k sobě, což je způsobeno příliš obtížným dělením třísek. Obtížné dělení třísek je často příčinou zkrácení životnosti nástroje, nebo dokonce celkového lomu břitové destičky v důsledku zatížení břitu daného průřezem třísky.
Rychlost posuvu je pro zvolenou geometrii příliš vysoká
Zvolte geometrii určenou pro vyšší rychlosti posuvu, nejlépe jednostrannou břitovou destičku
Snižte posuv
Nevhodný úhel nastavení
Zvolte nástrojový držák s co největším úhlem nastavení (úhlem hlavního břitu). KAPR = 45°–75° (PSIR 45–15°)
Poloměr zaoblení špičky je příliš malý
Zvolte větší poloměr špičky
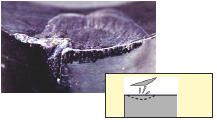
Drsnost povrchu Povrch vypadá a na dotyk se jeví jako „chlupatý“ a nesplňuje požadované tolerance.
Třísky se lámou o obráběnou součást a zanechávají stopy na obrobené ploše
Zvolte geometrii, která odvádí třísky z místa řezu směrem od obráběné součásti
Změňte úhel nastavení
Snižte hloubku řezu
Zvolte pozitivní nástrojovou koncepci s neutrálním úhlem sklonu ostří
Chlupatý povrch vzniká, dojde-li u břitu k nadměrnému opotřebení ve tvaru vrubu
Zvolte nástrojovou třídu s vyšší odolností proti oxidačnímu otěru, např. cermetovou třídu.
Snižte řeznou rychlost
Posuv je příliš vysoký a v kombinaci s příliš malým poloměrem zaoblení špičky vzniká drsný povrch
Zvolte hladící břitovou destičku nebo větší poloměr zaoblení špičky
Snižte posuv
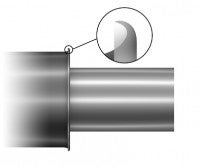
Tvorba otřepů K vytváření otřepů na obráběné ploše dochází při vstupu břitu do obrobku a výstupu z něj.
Břit není dostatečně ostrý
Rychlost posuvu je pro zvolené zaoblení řezné hrany (ER) příliš nízká
Použijte břitové destičky s ostrými řeznými hranami – břitové destičky s PVD povlakem nebo jsou-li rychlosti posuvu nízké, < 0,1 mm/ot (0.004 in/ot), broušené břitové destičky
Opotřebení ve tvaru vrubu v úrovni hloubky řezu nebo vylamování ostří
Použijte nástrojový držák s malým úhlem nastavení
Vytváření otřepů na začátku nebo na konci řezu
Při vstupu do obrobku / výstupu z něj zahajte nebo ukončete řez zkosením hrany nebo poloměrem
Vibrace Vysoké radiální řezné síly v důsledku vibrací nebo chvění, které jsou způsobeny nástrojovou sestavou nebo jejím upnutím. Jsou typické pro obrábění vnitřních ploch s pomocí vyvrtávacích tyčí.
Nevhodný úhel nastavení
Zvolte větší úhel nastavení (úhel hlavního břitu). KAPR = 90° (PSIR = 0°)
Příliš velký poloměr zaoblení špičky
Zvolte menší poloměr špičky
Nevhodné zaoblení řezné hrany (ER) nebo negativní fazetka
Zvolte nástrojovou třídu s tenkým povlakem nebo třídu bez povlaku
Nadměrné opotřebení hřbetu břitu
Zvolte nástrojovou třídu odolnější proti otěru nebo snižte řeznou rychlost
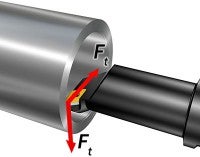
Vibrace Vysoké tangenciální řezné síly.
Geometrie břitové destičky způsobuje vznik vysokých řezných sil
Dělení třísek je příliš obtížné, a v důsledku toho dochází ke vzniku vysokých řezných sil
Zvolte pozitivní geometrii břitových destiček
Snižte posuv nebo zvolte geometrii pro vyšší rychlosti posuvu
Řezné síly se mění nebo jsou příliš nízké v důsledku malé hloubky řezu
Zvyšte hloubku řezu, aby se břitová destička dostala do záběru
Nevhodná poloha nástroje
Zkontrolujte nastavení výšky do osy hrotů
Nestabilita nástroje způsobená jeho dlouhým vyložením
Zkraťte vyložení nástroje
Použijte vyvrtávací tyč s největším možným průměrem
Použijte nástroj Silent Tools™ nebo karbidovou vyvrtávací tyč
Nestabilní upnutí má za následek nedostatečnou tuhost
Zvyšte upínací délku vyvrtávací tyče
Pro válcové vyvrtávací tyče použijte objímku EasyFix™
Dosažení optimalizovaných hodnot řezných parametrů, nejlepší možné kvality obráběné součásti a co nejdelší životnosti nástroje vyžaduje, aby po ukončení obrábění byla vždy provedena kontrolu stavu břitové destičky/řezné hrany. Tato tabulka shrnuje příčiny a řešení problémů s různými typy opotřebení břitové destičky a slouží jako návod, který vám pomůže k dosažení úspěšných výsledků při soustružení.
Opotřebení hřbetu Preferovaný druh opotřebení u všech typů aplikací. Přináší předvídatelnou a stabilní životnost nástroje.
Příliš vysoká řezná rychlost
Příliš houževnatá nástrojová třída
Nedostatečná odolnost proti otěru
Tvrdé inkluze nebo obráběný materiál
Snižte řeznou rychlost
V závislosti na požadavcích na houževnatost nebo odolnost proti otěru zvolte vhodnější nástrojovou třídu
Opotřebení ve tvaru vrubu
Ulpívající a/nebo deformačně zpevňující materiály
Použití úhlu nastavení ~90° (úhlu hlavního břitu ~0°)
Geometrie je příliš negativní
Zvolte ostřejší břit
Snižte úhel nastavení
Změňte hloubku řezu
Opotřebení ve tvaru žlábku
Příliš vysoká řezná rychlost a/nebo posuv
Příliš úzký lamač třísek
Chemický otěr (rozpouštění) nebo abrazivní otěr
Příliš nízká odolnost proti otěru
Snižte řeznou rychlost nebo posuv
Zvolte nástrojovou třídu odolnější proti otěru
Zvolte otevřenější/pozitivnější geometrii
Plastická deformace Stlačení Vtlačení
Vysoké tepelné namáhání a tlak, příliš vysoká teplota v místě řezu
Nástrojová třída je příliš houževnatá/měkká
Nedostatečný přívod řezné kapaliny
Snižte tepelné namáhání a působící tlak snížením řezné rychlosti a/nebo posuvu
Dochází-li ke stlačení břitu, nejprve snižte posuv
Dochází-li ke stlačení hřbetu, nejprve snižte řeznou rychlost
Zvolte nástrojovou třídu s vyšší odolností proti otěru/působení tepla
Zvolte otevřenější/pozitivnější geometrii
Zajistěte lepší účinek řezné kapaliny
Vytváření nárůstku na břitu (B.U.E)
Příliš nízká teplota v místě řezu
Přilnavý/ulpívající materiál
Příliš negativní geometrie
Příliš tlustý povlak
Zvyšte teplotu v místě řezu zvýšením řezné rychlosti
Zvolte nástrojovou třídu s PVD povlakem (snížení tvorby BUE na PVD povlaku)
Zvolte pozitivnější geometrii
Odlupování povlaku
Snadno ulpívající materiál
Příliš nízká řezná rychlost
Obrábění s přerušovaným řezem s použitím řezné kapaliny
Příliš tlustý povlak
Zvyšte řeznou rychlost
Vypněte přívod řezné kapaliny
Zvolte nástrojovou třídu s tenčím povlakem a vyšší bezpečností břitu (PVD)
Vylamování ostří
Nestabilní podmínky
Příliš tvrdá/křehká nástrojová třída
Příliš tlustý povlak (CVD, dochází k odlupování povlaku z břitu)
Zajistěte na stroji stabilnější podmínky
Zvolte houževnatou nástrojovou třídu
Zvolte odolnější geometrii
Zvolte nástrojovou třídu s tenčím povlakem (PVD)
Tepelné trhliny
Kolísání teploty břitu
Přerušované řezy a přívod řezné kapaliny
Nástrojová třída je citlivá na změny v důsledku tepelných šoků
Použijte nástrojovou třídu s tlustším povlakem (CVD)
Abyste dosáhli ustálení teploty na stejné úrovni, vypněte přívod řezné kapaliny nebo použijte řeznou kapalinu ve zvýšeném množství
Snižte řeznou rychlost
Zvolte nástrojovou třídu s tenčím povlakem (PVD)
Celkový lom
Nadměrné opotřebení
Špatná volba nástrojové třídy (příliš houževnatá/tvrdá)
Nevhodné hodnoty řezných parametrů
Provádějte kratší operace (čas v řezu): zjistěte, jak opotřebení vzniká, a určete hlavní typ opotřebení