
Řešení určená pro hospodárné a vysoce kvalitní obrábění těles rotoru v leteckém průmyslu
Dvěma problematickými tvarovými prvky těchto součástí jsou hluboké vnitřní dutiny a vnější drážky pro stromečkové závěsy lopatek.
Klíčem k úspěchu je kombinace speciálních konstrukčně přizpůsobených řešení a metodických postupů s využitím optimalizovaných nástrojových tříd.
Nástrojová řešení pro obrábění těles rotoru v leteckém průmyslu
Nástrojové třídy optimalizované pro soustružení niklových žárovzdorných slitin ve vystárnutém stavu
Nástrojové třídy GC1205 a GC1210 pro soustružení umožňují bezpečné a spolehlivé obrábění a vyznačují se vynikající odolností proti opotřebení hřbetu a opotřebení ve tvaru vrubu. Kombinace tvrdého substrátu a PVD povlaku umožňuje výrazné zvýšení řezné rychlosti (GC1205) a přináší prodloužení životnosti nástroje (GC1210).
- GC1205: Nástrojová třída pro dokončovací obrábění předobrobeného povrchu. Pro aplikace v posledním a středním stádiu obrábění
- GC1210: Určena hlavně pro aplikace ve středním stádiu obrábění (intermediate stage machining - ISM). Slouží jako alternativa k nástrojové třídě GC1205 v případě, že je požadována vyšší houževnatost

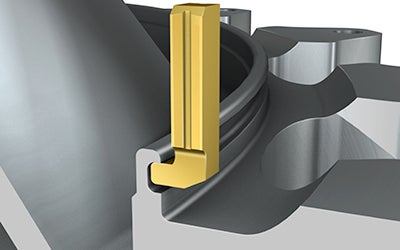
Úhlové břitové destičky CoroCut® jsou vhodné pro obrábění drážek všech tvarů
Byly vyvinuty s ohledem na zajištění potřebného dosahu při obrábění obtížně přístupných dutin a drážek ve složitých součástech. Jako doplněk standardní nabídky nástrojů CoroCut v provedení s úhlem 90 stupňů jsou k dispozici polotovary v provedení s úhlem 90 nebo 45 stupňů a pro ještě více nestandardní požadavky také ve tvaru T.
Úhlové břitové destičky CoroCut® jsou vhodné pro obrábění drážek všech tvarů
Tlumené nožové planžety se spojkou Coromant Capto®
Pro obrábění vnitřních dutin, hlubokých běžně až 150 mm, jsou zapotřebí dlouhé, štíhlé nástroje. V takovém případě představují hlavní problém sklony k vibracím, stejně jako odvádění třísek z drážky.
Změnu jedné z nejnáročnějších fází obrábění na bezpečný proces umožnil:
- Systém nožových planžet s oválnou vroubkovanou styčnou plochou pro zajištění maximální stability a nejlepšího přístupu do řezu. 100 mm vysoká nožová planžeta umožňuje zajištění nejúčinnějšího přívodu řezné kapaliny, která napomáhá odvádění třísek
- Součástí konstrukce nožových planžet o délce větší než čtyřnásobek jejich šířky je také patentovaný tlumicí mechanismus. Ten umožňuje použití až 4x větší hloubky řezu než bez tlumení vibrací
- Díky využití metod trochoidálního soustružení v kombinaci s keramickými třídami CC6160, 6220 a 6230 lze při obrábění snížit počet potřebných průchodů nástroje
Spolehlivý proces s více než dvojnásobnou produktivitou
Další podrobnosti o systému Coromant Capto®
 Bez tlumení vibrací |  |
 Při stejných řezných podmínkách s tlumením vibrací |

Soustružení s využitím keramických břitových destiček
Keramické nástrojové třídy CC6220 a CC6230 byly navrženy se zvláštním ohledem na řešení problémů s obráběním nových typů žárovzdorných materiálů, při kterém dochází k rychlému selhání SiAlONových a whiskery vyztužených keramik, umožňují použití vyšších řezných rychlostí a přispívají ke snížení nákladů na obrobenou součást. Požadujete-li u aplikací používaných při výrobě dutin a při tvarovém obrábění vysoké rychlosti úběru kovu, zvolte třídu CC6160. V případě, že charakter obráběného povrchu žárovzdorných materiálů klade na nástroj zvýšené nároky, zvolte houževnatější nástrojovou třídu CC6165.
Podrobnější informace o keramických nástrojových třídách CC6220 a CC6230
Zobrazit více informací a přehled sortimentu keramických nástrojových tříd

Soustružnické břitové destičky RCMX pro střední fázi obrábění až dokončování
Karbidové břitové destičky RCMX jsou přizpůsobené pro upnutí ve stejném lůžku jako destičky keramické, což přináší snížení počtu potřebných nástrojů a také zkrácení času na seřízení. Tato geometrie zaručuje nízkou úroveň řezných sil a dobrou kontrolu utváření třísek.
- S05F pro obrábění žárovzdorných slitin (HRSA) a H13A pro obrábění titanu

Soustružnické břitové destičky RCGX pro dokončování až superfinišování
Kruhové břitové destičky se spodní stranou ve tvaru V umožňují dosažení vyšší kvality obrobeného povrchu. Nízké řezné síly díky hladké geometrii.
- S05F pro obrábění žárovzdorných slitin (HRSA) a H13A pro obrábění titanu

CB7014 - CBN řešení pro vysokorychlostní soustružení niklových slitin
Dokončovací soustružení leteckých součástí představuje náročné operace prováděné v problematických materiálech ISO S. Použití CBN břitových destiček umožňuje zvýšení řezné rychlosti a růst produktivity při zachování velmi dobré integrity povrchu součásti. CBN břitové destičky optimalizované pro vysokorychlostní dokončovací obrábění niklových žárovzdorných slitin jsou nyní k dispozici jako skladem dostupné standardní řešení.
Systém CoroTurn® 107 s upínacím rozhraním se stabilizačním vedením pro soustružení tvarových ploch a vybrání v žárovzdorných materiálech (HRSA)
Řešení optimalizované pro použití pozitivních, šroubem upínaných CBN břitových destiček, určené pro dokončovací obrábění součástí z žárovzdorných materiálů s relativně otevřenými tvary. Díky až 12 pevně daným upínacím polohám břitové destičky umožňuje zvýšení produktivity při obrábění žárovzdorných materiálů. Upínací rozhraní se stabilizačním vedením zaručuje bezpečné upnutí, přináší bezpečnost obráběcího procesu, zvýšení spolehlivosti a prodloužení životnosti nástroje při provádění soustružnických operací při obrábění tvarových ploch a vybrání.

