
Keramické stopkové frézy pomáhají optimalizovat obrábění součástí pro letecký průmysl
Společně s tím, jak jsou v leteckém průmyslu stále běžnější součásti vyráběné z niklových slitin, se soustavně zvyšuje i poptávka po optimalizovaných obráběcích nástrojích. Obrábění materiálů na bázi niklu zůstává nadále výzvou u běžných operací, jako například u rohového a čelního frézování. Výhodou těchto materiálů jsou vynikající výkonnostní vlastnosti, zároveň se ovšem obtížně obrábějí – příčinou je nízká tepelná vodivost, tendence k ulpívání na obráběcích nástrojích a přítomnost abrazivních částic ve struktuře slitiny.
Kvůli těmto problémů bývá produktivita obrábění s karbidovými nástroji obvykle nízká. Vzhledem ke složité povaze některých dílů vyžadují některé komponenty větší dosah, ovšem většina leteckých výrobců dává přednost flexibilním procesům. V této oblasti se objevila nová technologie keramických stopkových fréz, která má za cíl tyto požadavky splňovat a současně nabízet potenciál k optimalizaci obrábění součástí pro letecké motory a poskytovat významné zvýšení konkurenceschopnosti.
Výrobci součástí pro letecké motory čelí mnoha různým výzvám. Tyto díly se většinou vyrábí ze žárovzdorných superslitin nebo niklových slitin, které kladou zvláštní nároky na výrobní inženýry, kteří mají na starosti výrobu součástí, jako jsou tělesa rotorů, disky turbín, spalovací skříně a lopatková kola.
Až 30násobná rychlost
Ačkoli mnozí výrobci používají konvenční stopkové frézy ze slinutého karbidu, tyto nástroje narážejí při obrábění niklových slitin na své výkonnostní limity. V tomto vysoce konkurenčním segmentu hledají dílny obrábějící letecké součásti nové technologie na vyšší úrovni, které by byly schopny docílit skokové změny v podstatných aspektech, jako jsou produktivita nebo životnost nástrojů. Keramické stopkové frézy takovou skokovou změnu dokážou přinést, jelikož například při rohovém či čelním frézování nabízejí v porovnání s nástroji ze slinutého karbidu 20- až 30krát rychlejší obrábění. Těchto působivých zlepšení lze dosáhnout především díky tomu, že si keramické frézy uchovávají svou tvrdost i za vysokých teplot, které při obrábění niklových slitin vznikají.
Stopková fréza s pájenými keramickými břity a výměnnou hlavou CoroMill® 316 pro hrubovací operace představuje produktivní řešení pro výrobu součástí pro letecké motory z materiálů třídy ISO S. V prvé řadě jde o to, že koncepce výměnné hlavy zvyšuje flexibilitu procesu. K dispozici je jednak verze se šesti drážkami s přímým poloměrem rohu, která umožňuje produktivní stranové frézování, a čtyřdrážková verze navržená k urychlení čelního frézování díky geometrii čela umožňující vysoké hodnoty posuvu.

Stopková fréza s pájenými keramickými břity CoroMill 316 je optimální pro operace, při nichž je složitý přístup do místa řezu, nebo vždy, kdy je výhodné využít flexibilitu systému výměnných hlav.
Keramický substrát stopkových fréz umožňuje v porovnání s tradičními nástroji ze slinutého karbidu realizovat odlišný obráběcí proces. Důležitý fakt: účelem nástrojové třídy S1KU SiAlON je zvýšit kvalitu při obrábění niklových slitin, k čemuž přispívá i negativní geometrie, jež je zárukou vysoce odolných břitů. Zmíněná geometrie zahrnuje také negativní fazetku typu T zaručující stabilitu operací.
SiAlON se skládá z kombinace oxidu hlinitého a nitridu křemičitého (AlO + SiN), která podporuje odolnost proti opotřebení, a to i při vyšších teplotách.
Stabilní obráběcí proces
Stabilní uspořádání se doporučuje ve všech případech, vždy bez použití řezné kapaliny; v obráběcích dílnách by se namísto ní měl používat stlačený vzduch, jelikož by se řezná kapalina při daných teplotách jednoduše vypařila. Použití řezné kapaliny navíc zvyšuje tepelné rázy a má negativní dopad na životnost nástrojů. Důležitým hlediskem je, že jsou zapotřebí vysoké otáčky vřetena na úrovni nejméně 13 000 ot/min. K dalším doporučením patří využívání sousledného frézování a rovněž programované dráhy nástroje, která udržuje nástroj v trvalém kontaktu s materiálem.
Spolehlivé odvádění třísek
Při vysokých řezných rychlostech se v místě řezu zvyšuje teplota, což vede k intenzivnímu lámání třísek. Při takovém procesu vznikají ve skutečnosti třísky v podobě prachu, který lze snadno odvádět pomocí stlačeného vzduchu.

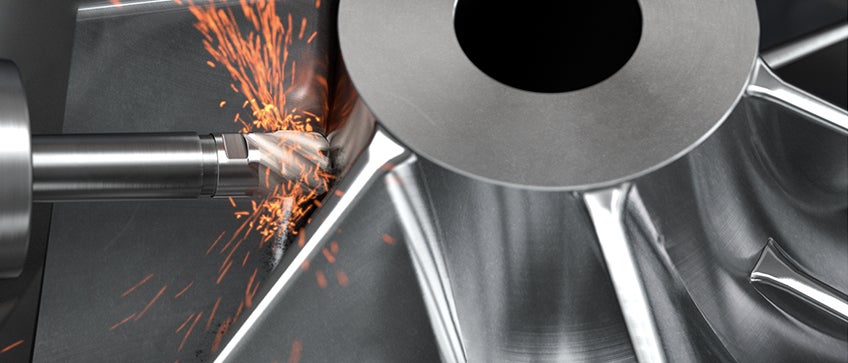
Keramické stopkové frézy si uchovávají svou tvrdost i za vysokých teplot, které vznikají při obrábění žárovzdorných slitin, a jsou proto zvlášť vhodné k obrábění lopatek lopatkových kol pro letecký průmysl.
Bez bílé vrstvy
Zvláštní pozornost si zasluhuje skutečnost, že při použití keramických stopkových fréz od společnosti Sandvik Coromant nebyl pozorován vznik bílé vrstvy. Zkoušky byly provedeny se širokým rozsahem řezných rychlostí mezi 375 a 900 m/min bez jakéhokoli náznaku tohoto nežádoucího jevu. Bílá vrstva, která s největší pravděpodobností podporuje vznik trhlin, souvisí s vysokou teplotou generovanou na povrchu obrobku a následným rychlým ochlazením.
Vedle rohového a čelního frézování lze keramické stopkové frézy používat také pro frézování dutin, šroubovicovou interpolaci, postupné zahlubování a frézování drážek. CoroMill 316 patří mezi optimalizovaná řešení Sandvik Coromant v kategorii slinovaných rotačních nástrojů.
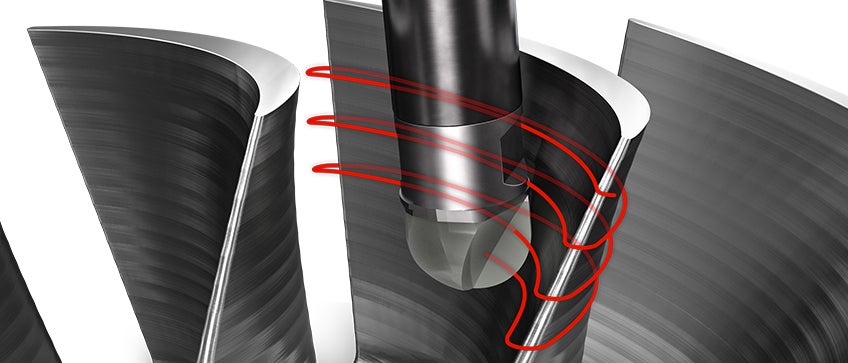
Keramická stopková fréza s kulovým čelem CoroMill 316 má na svém karbidovém rozhraní natvrdo pájené keramické břity, a poskytuje proto pevnost i flexibilitu, přičemž geometrie kulového čela zajišťuje snadnější a rychlejší tvarové obrábění.
Tato řada rovněž zahrnuje keramické frézy CoroMill 316 v provedení s kulovým čelem určené pro obrábění lopatkových kol. Dané řešení určené na tvarové obrábění je vhodné pro hrubovací i dokončovací operace.
