
CoroTurn® XS
对小零件进行高质量的内圆加工
说明

弹簧筒夹接杆
使用弹簧筒夹接杆实现刚性夹紧和最佳性能。随着稳定性的提高,细微振动得到最大程度地减小,并可实现更长久的刀具寿命。

外圆刀具座接杆
圆柱刀具位置受限或不存在时,可将方柄接杆用于纵切机床中的外圆刀具座。这样,机床中将有更多自由空间,生产率也更高。

建议
刀具选择
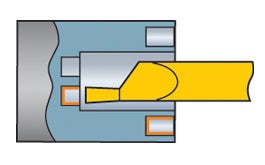
车削 (CXS-xxT…)
主偏角98º和90º,适用于最小至0.3 mm (0.012英寸) 的内孔。
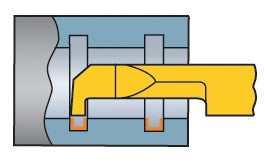
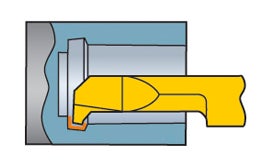
仿形切削 (CXS-xxR…)
适用于最小至4.2 mm (0.165英寸) 的内孔,刀片圆角0.5–1 mm (0.02–0.039英寸)。
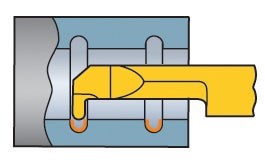
切槽 (CXS-xxG…)
所有切槽切削刀具均可加工出带有平底和锋利圆角半径的槽特征。适用于最小至2.0 mm (0.079英寸) 的内孔,刀片宽度:0.5–2 mm (0.020–0.079英寸)。
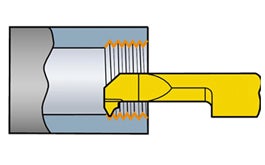
螺纹加工 (CXS-xxTH…)
全牙型刀具可确保在一道工序中完成高质量螺纹。适用于最小至4.2 mm (0.165英寸) 的孔。螺纹牙型:VP60、M60、UN60、WH55、NPT60、TR30。
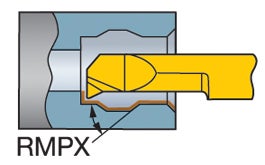
端面切槽 (CXS-xxF…)
适用于超小直径下的窄槽加工。加工直径0.2 mm (0.008英寸) 起,槽深可达30 mm (1.18英寸)。
预切断 (CXS-xxGX…)
适用于最小至5.2 mm (0.205英寸) 的孔。
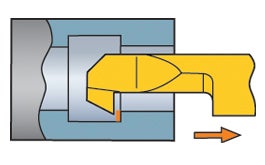
背镗 (CXS-xxB…)
适用于最小至4.2 mm (0.165英寸) 的孔。
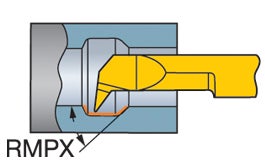
仿形车削 (CXS-xxTE…)
内部仿形车削,适用于最小至4.2 mm (0.165英寸) 的孔。
切削参数
CoroTurn® XS产品系列设计用于切深在0.05-0.6 mm (0.002-0.024英寸) 之间、进给量在0.01-0.05 mm (0.0004-0.0016英寸) 之间的轻载加工。
材质
- 具有PVD涂层的GC1125是旨在加工ISO P、M、N和S材料具有更长久的刀具寿命的优化材质
- 通用加工的首选材质是适合常规切削速度的薄PVD涂层GC1025,可在加工ISO P、M、N和S材料时确保可靠的刀具寿命
- 非涂层材质H10F是一种替代选择。适用于ISO N、有色金属材料或需要极为锋利的切削刃的场合
- 对于淬硬钢、ISO H,使用CBN材质CB7014
槽型
- 首选:具有极为锋利的刃线的平刃精磨槽型
- 优化产品系列:使用磨削A槽型可确保出色的切屑控制,并避免切屑堵塞小孔
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号