
CoroCut® 1-2
Versatile parting and grooving

建议
- 从首选的推荐切削参数开始
- 给出的所有切削参数推荐值都适用于未应用高精度冷却液的情况
- 应用高精度冷却液时,可将切削速度提高30-50%
- 在切断和外圆切槽中,如果深度允许使用双刃刀片,则CoroCut® 1-2是高经济性解决方案。
如果CoroCut 1-2不能满足您的需要,请访问切断切槽刀具页面,以获得更多刀具建议。
刀片推荐值
刀片座尺寸
- 刀片提供有多种不同的刀片座型号和不同的圆角半径
- 刀片座型号与刀柄座型号必须一致
刀片座尺寸
- V形的D-G型:
- 刀片宽度:1.5-3 mm (0.059-0.118英寸)
- 切削深度:12.9-18.8 mm (0.508-0.740英寸)
- 采用稳定导轨设计的H-R型:
- 刀片宽度:4-15 mm (0.157-0.394英寸)
- 切削深度:23.7-28.0 mm (0.933-1.102英寸)
首选刀片
使用这些图表找到适用于您的工序的最佳首选刀片
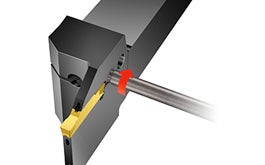
使用CoroCut® 1-2进行退刀槽加工
在间隙深度较小的退刀槽加工工序中,当进给较低时,CoroCut®双刃刀片能够实现非常好的切屑控制。
- -RM是一种可对所有材料进行仿形切削的通用槽型
- 使用- RO槽型加工不锈钢、高温合金和其它粘性材料。
簧环槽切槽
为了确保低切削力和良好的表面质量,使用CoroCut® 1-2和-GF槽型
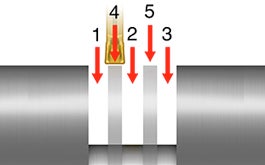
切断刀片建议
1 |
2 |
3 |
4 |
5 |
|
| 钢 | GC1125 -CF | GC1125 -CM | GC2135 -CR | GC2135 -CM | GC2135 -CR |
| 不锈钢 | GC1125 -CM | GC1125 -CM | GC2135 -CM | GC1145 -CM | GC1145 -CM |
| 铸铁 | GC4325 -CM | GC4325 -CM | GC2135 -CR | GC2135 -CR | GC2135 -CR |
| 有色金属 | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| 高温合金和钛合金 | GC1105 -CM | GC1105 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| 淬硬钢 | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S |
- 切断棒料或管件 - 正常工况的理想之选
- 切断棒料 - 正常工况的理想之选 (副夹头和/或降低中心的进给)
- 切断棒料 - 正常至恶劣工况,不降低中心的进给
- 切断棒料或管件 - 轻载至中等断续切削
- 切断棒料或管件 - 中等至重载断续切削
切槽刀片建议
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
| 钢 | GC1125 -GF | GC4325 -TF | GC4325 -RM | GC1125 -RO | GC1125 -GF | GC4325 -TF | GC4325 -TF |
| 不锈钢 | GC2135 -GF | GC2135 -TF | GC1125 -RO | GC1125 -RO | GC2135 -GF | GC2135 -TF | GC2135 -TF |
| 铸铁 | GC3115 -GM | GC3115 -TM | GC4325 -RM | GC4325 -RM | GC1125 -GF | GC3115 -TF | GC3115 -TF |
| 有色金属 | H13A -GF | H13A -TF | GC1105 -AM | GC1005 -AM | H13A -GF | H13A -TF | H13A -TF |
| 高温合金和钛合金 | GC1105 -GF | GC1105 -TF | S05F -RO | S05F -RO | GC1105 -GF | GC1105 -TF | GC1105 -TF |
| 淬硬钢 | CB7015 -S | CB7015 -S | CB7015 -RE | CB7015 -RE | CB7015 -S | CB7015 -S | CB7015 -S |
- 切槽
- 车削更宽的槽
- 外圆仿形切削
- 内孔仿形切削
- 内孔槽
- 车削更宽的内槽
- 端面切槽
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号