
CoroThread® 266
高刚性外螺纹和内螺纹车削
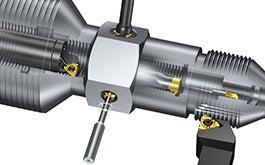

QS™刀柄的冷却液连接
有3种冷却液连接方式:使用内冷接杆 (首选)、使用后管接头或使用带QS挡块的后管接头。

应用技巧


建议
查找您所需的刀垫
使用该表根据螺距、刀片尺寸和刀具倾斜角查找适合CoroThread 266刀柄的刀垫。
| 螺距范围 | 刀片尺寸 | 倾斜角,λ | 刀垫 | ||
| mm (TPI) | mm | 英寸 | 用于右手型外螺纹刀具/用于左手型内螺纹刀具 | 用于左手型外螺纹刀具/用于右手型内螺纹刀具 | |
| 0.5-3.0 (32-6) | 16 | 3/8 | -2o | 5322 389-22 | 5322 390-22 |
| -1o | 5322 389-21 | 5322 390-21 | |||
| 0o | 5322 389-10 | 5322 390-10 | |||
| 1o | 5322 389-111) | 5322 390-111) | |||
| 2o | 5322 389-12 | 5322 390-12 | |||
| 3o | 5322 389-13 | 5322 390-13 | |||
| 4o | 5322 389-14 | 5322 390-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | -2o | 5322 379-22 | 5322 380-22 |
| -1o | 5322 379-21 | 5322 380-21 | |||
| 0o | 5322 379-10 | 5322 380-10 | |||
| 1o | 5322 379-111) | 5322 380-111) | |||
| 2o | 5322 379-12 | 5322 380-12 | |||
| 3o | 5322 379-13 | 5322 380-13 | |||
| 4o | 5322 379-14 | 5322 380-14 | |||
| 8.0 (5-3) | 27 | 5/8 | 0o | 5322 387-10 | 5322 388-10 |
| 1o | 5322 387-111) | 5322 388-111) | |||
| 2o | 5322 387-12 | 5322 388-12 | |||
| 3o | 5322 387-13 | 5322 388-13 | |||
| 4o | 5322 387-14 | 5322 388-14 | |||
| 螺距范围 | 刀片尺寸 | 刃倾角 | 刀柄266R/LFA的刀垫 | ||
| mm | mm | 英寸 | 用于右手型外螺纹刀具 | 用于左手型外螺纹刀具 | |
| 0.5-3.0 | 16 | 3/8 | -2o | 5322 391-22 | 5322 392-22 |
| -1o | 5322 391-21 | 5322 392-21 | |||
| 0o | 5322 391-10 | 5322 392-10 | |||
| 1o | 5322 391-111) | 5322 392-111) | |||
| 2o | 5322 391-12 | 5322 392-12 | |||
| 3o | 5322 391-13 | 5322 392-13 | |||
| 4o | 5322 391-14 | 5322 392-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | 0o | 5322 393-10 | 5322 394-10 |
| 1o | 5322 393-111) | 5322 394-111) | |||
| 2o | 5322 393-12 | 5322 394-12 | |||
| 3o | 5322 393-13 | 5322 394-13 | |||
| 4o | 5322 393-14 | 5322 394-14 | |||
1) 随刀具一起交货
注意:刀垫代码中的最后两位数字指示“+”或“-”以及刀垫安装到刀柄中后的有效刀具倾斜角,例如5322 379-11 = 倾斜角+1o,5322 379-21 = 倾斜角-1o。
在我们的“知识”部分,您将找到有关如何选择螺纹车削刀片和刀垫的更多信息。
切削参数
如需有关切削参数的信息,请参见车削刀具样本。
刀片槽型
| ISO | MC编号 | CMC编号 | 槽型 | ||
| A | F | C | |||
| P | P1.1.Z.AN | 01.1 |

|

|

|
| P2.1.Z.AN | 02.1 |
|
|
| |
| P2.5.Z.HT | 02.2 |
|
|
| |
| P3.1.Z.HT | 03.21 | ||||
| M | M5.0.Z.AN | 05.11 |
|
|
|
| M1.0.Z.AQ | 05.21 |
|
|
| |
| M3.1.Z.AQ | 05.51 |
|
|
| |
| K | K1.1.C.NS | 07.2 |
|
| |
| K2.2.C.UT | 08.2 |
|
| ||
| K3.1.C.UT | 09.1 |
|
| ||
| N | N1.2.Z.UT | 30.11 |
|
|
|
| N3.2.C.UT | 33.2 |
|
|
| |
| S | S1.0.U.AN | 20.11 |
|
| |
| S2.0.Z.AG | 20.22 |
|
| ||
| S4.2.Z.AN | 23.21 |
|
| ||
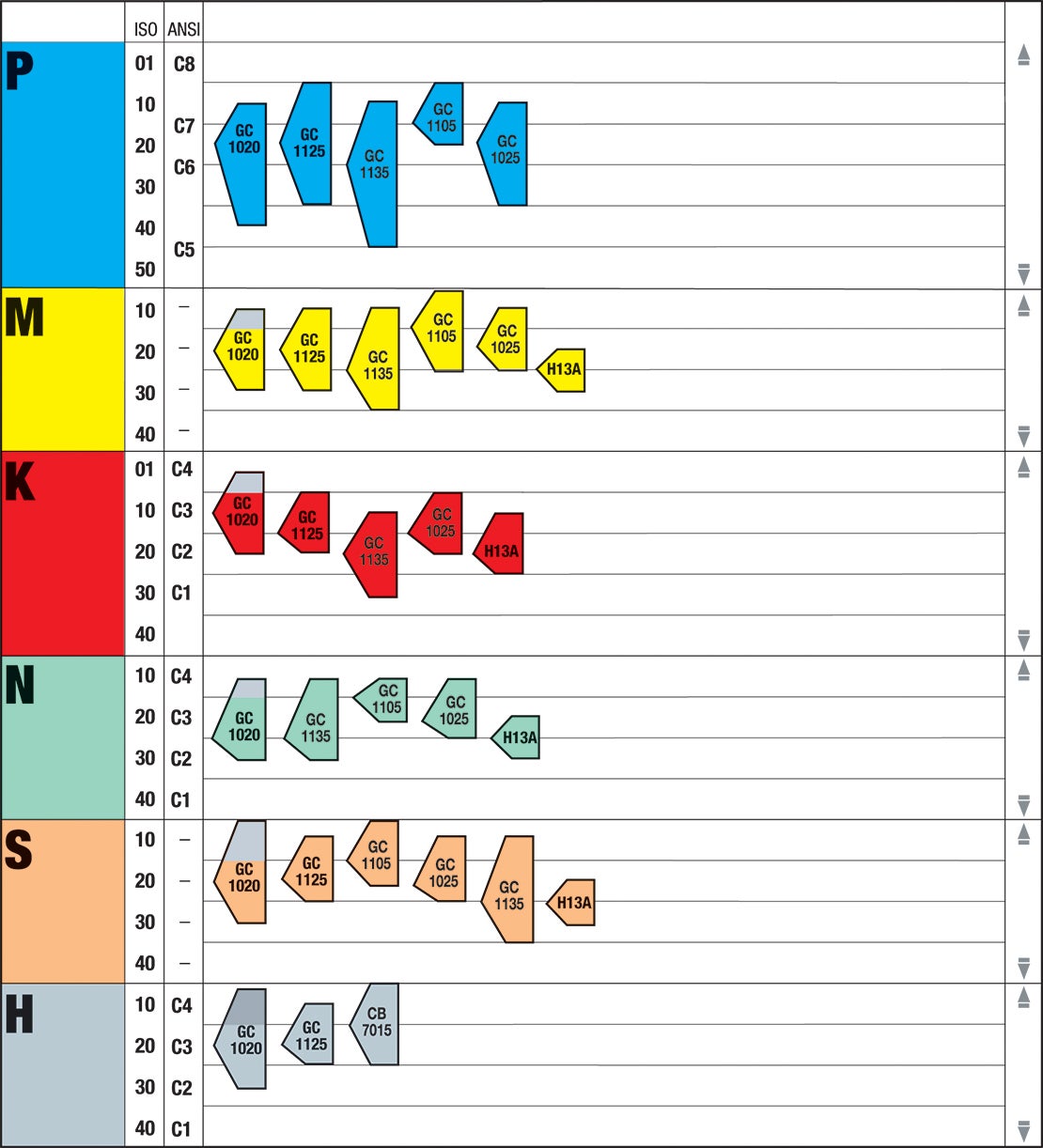
加工ISO H材料时,使用CBN刀片CB7015
= 首选
= 次要选择
= 补充选择
材质
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号