
CoroMill® MH20
高进给型腔铣削
说明
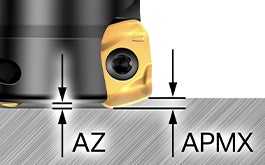
最大切深 (APMX)
最大切深为:
IC06: 0.8毫米 (0.031英寸)
IC08: 1.2毫米 (0.047英寸)
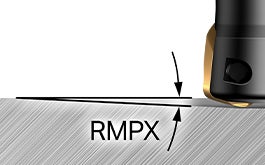
坡走角度 (RMPX)
坡走铣角度为:
IC06:3.6°–10.1°
IC08:1.7°–10.7°

编程半径 (REEQ)
编程圆角:
IC06:2.0毫米 (0.079英寸)
IC08:2.5毫米 (0.098英寸)
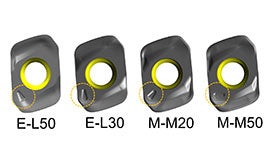
槽型标记
刀片采用显眼的标记来区分槽型。
应用技巧
成功坡走铣的三大关键
坡走铣是型腔加工时切入工件的一种有效方法。有3个关键因素,必须正确应用才能成功完成坡走铣工序。 下方“建议” (recommendations) 部分提供切削参数建议,或者可在我们网站的“知识” (Knowledge) 版块更详细了解坡走铣。
插铣
进行插铣加工时,您应使用超密齿,以确保有两个齿在切削。了解更多重要的插铣技巧,保证插铣工序的成功。 下方“建议” (recommendations) 部分提供切削参数建议,或者可在我们网站的“知识” (Knowledge) 版块更详细了解插铣。
建议
编码规则
刀体
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- 铣削
- 高进给
- 系列 = 2
- 版本 = 0
- 英制刀具
- R = 右手
- DCX
- 接口类型
A/O = 圆柱柄 (公制/英制)
Q/R = 心轴 (公制/英制)
EH = EH接杆
- 接口尺寸
- 刀片尺寸
- 齿距: L/M/H
刀片
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- 铣削
- 高进给
- 系列 = 2
- 版本 = 0
- 刀片尺寸
- 厚度
- 编程半径
- 公差等级
E: 周边磨制
M: 直接压制
- 槽型
- 材质
槽型
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| 周边磨制槽型 | 周边磨制槽型 | 直接压制槽型 | 直接压制槽型 |
| ISO S和M | ISO S和M | ISO P和H | ISO P |
|
|
|
|
切削参数,进给推荐值
| ISO范围 | 材质 | 刀片尺寸 | 槽型 | fz,起始值 (最小-最大) | |
| mm/z | 英寸/转 | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
切削参数,切削速度推荐值
| ISO范围 | 材质 | vc, (最小值-最大值) | |
| m/min | 英尺/分钟 | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
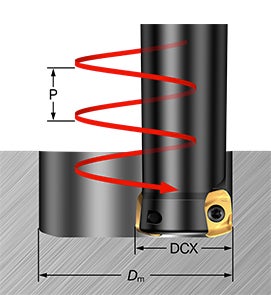
螺旋坡走铣
| 公制刀具 (DCX) | 英寸刀具 (DCX) | IC06刀片 | IC08刀片 | ||||||
| 最大ap 0.8mm (.031英寸) | 最大ap 1.3 mm (.051英寸) | ||||||||
| 最大坡走角度 (RMPX) | 最大Dm | 平底孔最小Dm | 最小Dm | 最大坡走角度 (RMPX) | 最大Dm | 平底孔最小Dm | 最小Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
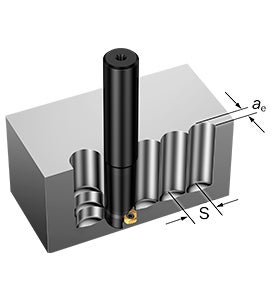
插铣
悬伸L ≤ 3×D

注意!S必须≤ 20 mm
| IC | 最大ae,mm (英寸) | 进给,mm/z (英寸/齿) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
悬伸L ≥ 3×D

注意!S必须≤ 20 mm
| IC | 最大ae,mm (英寸) | 进给,mm/z (英寸/齿) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号