
CoroMill® 745
确保最佳生产经济性的多刃面铣刀
说明
刀座
刀片定位的设计使刀片更换和转位轻松快捷。
安装刀片时,七边形刀片和刀片座定位的设计可使刀片保持在刀片槽中。预安装时要先将刀片上的定位面与刀片槽上的定位支撑面对上。

刀片
确保刀片定位准确,然后再拧紧螺钉。切削刃按照1-14编号,从而使刀片更易于安装。
刀片螺钉扭矩为12 Nm (106英寸磅)。使用扭矩扳手。

齿距
在普通应用中选择M齿距。
H齿距适用于稳定工况下的高生产效率应用。
MD 不等齿距是加工对振动敏感的零件时以及装夹不牢固时的首选。
应用技巧

建议
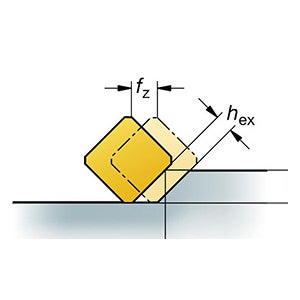
切削参数
| 槽型 | 材质 | 主偏角为42°的CoroMill 745 | 主偏角为25°的CoroMill 745 | |||||||||||
| fz [每齿进给量] | fz [hex值] | fz [每齿进给量] | fz [hex值] | |||||||||||
| 最小值 | 起始值 | 最大值 | 最小值 | 起始值 | 最大值 | 最小值 | 起始值 | 最大值 | 最小值 | 起始值 | 最大值 | |||
| E-M30 | GC1130 | 0.15 | 0.18 | 0.26 | 0.10 | 0.12 | 0.17 | 0.36 | 0.43 | 0.62 | 0.15 | 0.18 | 0.26 | |
| 除了GC1130之外的所有材质 | 0.15 | 0.21 | 0.30 | 0.10 | 0.14 | 0.20 | 0.36 | 0.51 | 0.73 | 0.15 | 0.22 | 0.31 | ||
| E-M31 | GC1130 | 0.15 | 0.18 | 0.26 | 0.10 | 0.12 | 0.17 | |||||||
| 除了GC1130之外的所有材质 | 0.15 | 0.21 | 0.30 | 0.10 | 0.14 | 0.20 | ||||||||
| E-M50 | GC1130 | 0.18 | 0.25 | 0.36 | 0.12 | 0.17 | 0.24 | 0.38 | 0.50 | 0.71 | 0.16 | 0.21 | 0.30 | |
| 除了GC1130之外的所有材质 | 0.18 | 0.25 | 0.42 | 0.12 | 0.17 | 0.28 | 0.38 | 0.62 | 0.83 | 0.16 | 0.26 | 0.35 | ||
| E-H50 | 所有材质 | 0.21 | 0.30 | 0.45 | 0.14 | 0.20 | 0.30 | 0.40 | 0.73 | 0.90 | 0.17 | 0.31 | 0.38 | |
CoroMill® 745产品 - 进给差异
| ap,mm (英寸) | |

|
fz,mm (英寸) |

主偏角为42°的CoroMill® 745 |
|

主偏角为25°的CoroMill® 745 |
|
首选槽型和材质建议
粗加工 |

|
半精加工 |
|
精加工 |
|
| |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号