
CoroTap® 100
CoroTap 100是专为短切屑材料ISO K、ISO N和ISO H而优化的直槽丝锥系列。适用于通孔和盲孔。
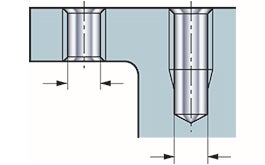
孔
计算底孔尺寸时,使用适合切削丝锥的公式。

零件
对孔进行分析时,查看工件材料、零件形状和数量。

机床
机床会影响: 务必考虑:

刀柄
CoroChuck® 970设计用于对所有材料稳定、精确地攻丝。它能够延长丝锥的刀具寿命、改进表面质量并确保最高加工安全性。
应用技巧





加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号