
CoroDrill® DS20
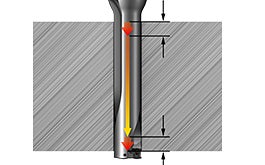
4–7×DC刀具钻削具有出色的可靠性、可预测性和穿透率。

选择中心刀片槽型
-M7
-L5
选择中心刀片材质
GC1344
GC1144
H13A

选择周边刀片槽型
-M7W
-L5W
-S5W
-H5W
-L6W
选择周边刀片材质
GC4334
GC2044
GC4344
GC4324
H13A


应用技巧
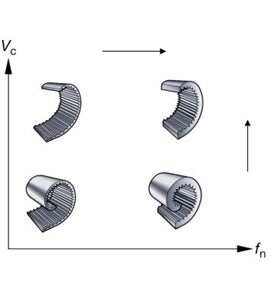


建议
首选刀片材质和槽型
| 首选 | 补充选择 | ||||
| 中心刀片 | 周边刀片 | 中心刀片 | 周边刀片 | ||
| 低碳钢 | P | P1.1–1.2:-L5 1344 P1.3–1.5:-M7 1344 | P1.1:-H5W 4334 P1.2:-L5W 4334 P1.3–1.5:-M7W 4334 | -L5 1344 | -L5W 4324 -L5W 4334 -L5W 4344 -H5W 4344 -M7W 4324 -M7W 4344 |
| 低合金钢 | P | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| 不锈钢 | M | -L5 1144 | -H5W 2044 | -L5 1144 | -L5W 2044 -L5W 4344 -H5W 4344 |
| 铸铁 | K | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| 有色金属 | N | -L5 H13A | -S5W H13A | -L5 1344 | -L5W 4344 |
| HRSA | S | -L5 1344 | -L6W 4344 (Inconel合金) -S5W 4344 (钛) | -L5 H13A | -L5W H13A -S5W H13A |
| 淬硬钢 | H | -L5 1344 | -L6W 4344 | -M7 1344 | -M7W 4344 |
刀柄推荐
| |  |
 |
 |
| MDI | ISO 9766接杆 | 液压夹头 (CoroChuck® 930) |
|
| 刀柄类型 | MDI刀柄 | ISO刀柄 | 圆柱直柄 (仅通过Tailor Made®定制服务提供) |
| 夹紧选项 | ✔ | ✔ | ✔ |
| 定心 | ✔ | ✔ | ✔ |
| 产品类别尺寸 | ✔ | ✔ | ✔ |
| 表面质量 | ✔ | ✔ | ✔ |
| 组装长度 | ✔ | ✔ | ✔ |
| 拧紧扭矩 | ✔ | ✔ | ✔ |
刀片座,螺钉扳手信息
| 钻头尺寸,mm (英寸) | 刀片尺寸 | 螺钉尺寸 | 螺钉产品编号 (SCCOD) | TORXPLUS®扳手柄 | 扭矩,Nm (磅力英尺) | TORXPLUS®扳手头 | 换头式扭矩扳手 (可调扭矩) | 定扭矩扳手 (预设扭矩) | 通用扳手 |
| 15.00–18.00 (0.591–0.708) | 01 | M2.0 | 5513 020-27 | 6IP | 0.6 (0.44) | 5680 084-17 | 5680 105-01 | 5680 100-01 | 5680 046-08 |
| 18.01–22.00 (0.709–0.866) | 02 | M2.2 | 5513 020-88 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 22.01–27.00 (0.867–1.06) | 03 | M2.5 | 5513 020-58 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 27.01-33.00 (1.06-1.30) | 04 | M3.0 | 5513 020-57 | 9IP | 1.4 (1.03) | 5680 084-20 | 5680 105-02 | 5680 100-04 | 5680 046-04 |
| 33.01-40.00 (1.30-1.57) | 05 | M3.5 | 416.1-833 | 10IP | 2.0 (1.48) | 5680 084-21 | 5680 105-02 | 5680 100-05 | 5680 046-05 |
| 40.01–52.00 (1.58–2.05) | 06 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
| 52.01–65.00 (2.05–2.56) | 07 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
注意:
- 建议使用定扭矩扳手,以避免意外的螺钉问题
- 工具箱中提供螺钉和扭矩扳手头
- TORXPLUS®扳手头与可调扭矩扳手搭配使用
应用程序

亮点
CoroDrill® DS20演示
观看加工过程中的CoroDrill DS20。
MDI
采用高精度钻削接口MDI,可实现更稳定的孔公差。一种尺寸可用于多种钻头直径,这意味着可减少刀具库存并降低成本。

加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号