
套料钻削
什么是套料钻削?
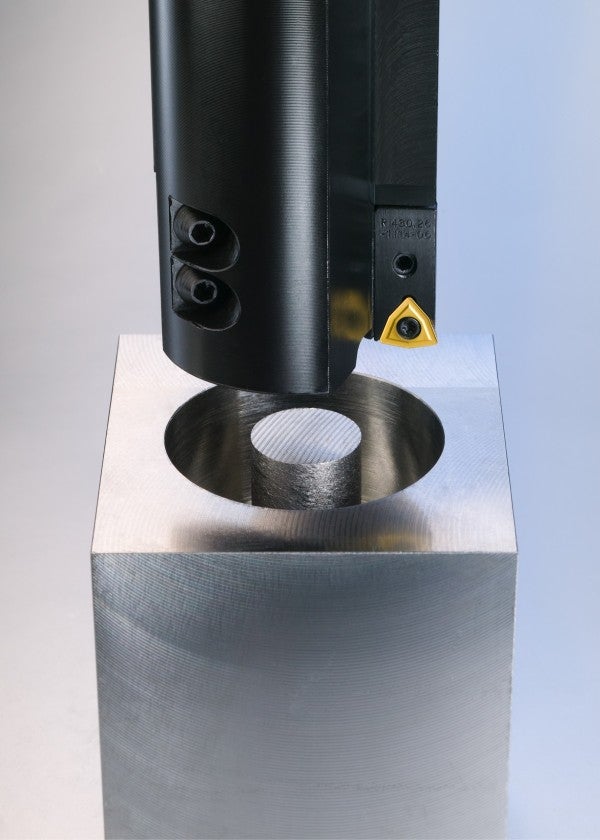
套料钻削是一项用于钻削较大直径孔的钻削技术,这项技术不需要像传统钻孔工艺那样将整个孔的材料都变成切削,所以能够在机床功率受限的情况下应该进行钻孔应用。套料钻不加工整个直径,而仅加工周边的一个圆环。套料钻削不是将所有材料都以切屑的形式去除,而会在孔中心留下一个芯。因此,这种方法适用于通孔钻孔应用。
套料钻削的装夹建议
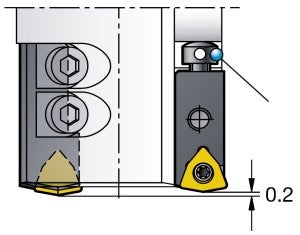
调整螺钉
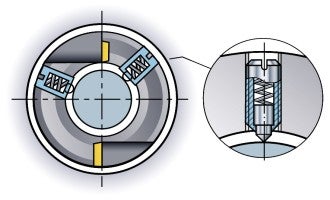
旋转和非旋转钻头
周边刀片在轴向安装位置要低于内刀夹0.20 mm (0.008英寸) 。
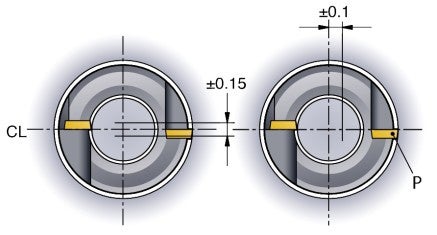
非旋转钻头
- 安装该钻头时,刀片应位于水平轴上
- 以周边刀片为基准,钻头偏离工件中心线不得超过-0.15 mm (0.006英寸)
- 周边刀片切削刃 (P) 应设置在水平面上且距离主轴中心线 (CL) 不超过+0.1 mm (0.004英寸) 的范围内
取芯
垂直装夹
执行套料钻削工序期间,当钻头钻穿时,剩余的芯将掉落,这通常不会产生问题。
水平装夹
长而重的芯可能需要型芯撑,以防止其掉落并导致内部刀片崩刃。
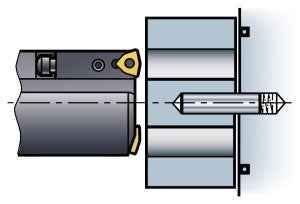
旋转钻头 - 型芯固定
在芯中钻一个孔。将栓塞固定到孔中,以防止芯 (C) 掉落。
非旋转钻头 - 型芯撑
如果钻头装有型芯撑,则安装钻头时应使刀夹位于垂直轴上,并使周边刀片朝下。
