插钻
什么是插钻?
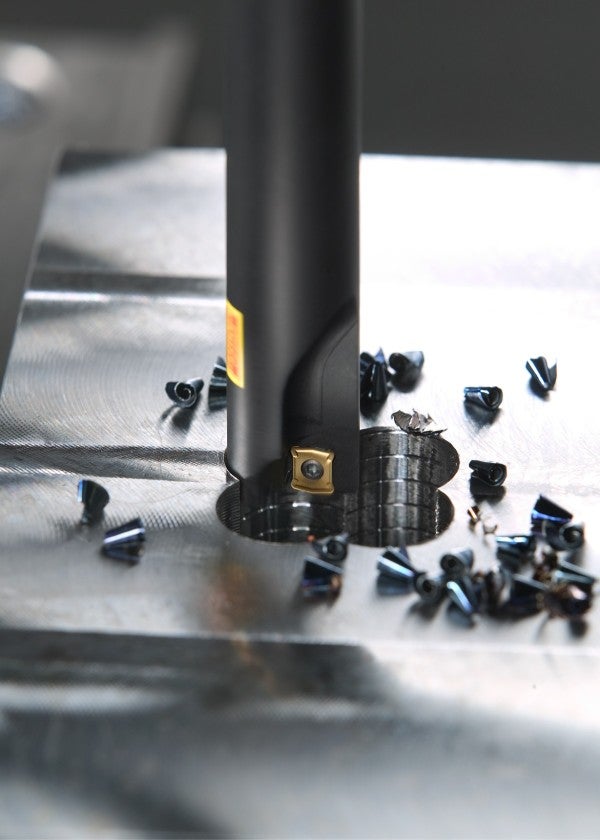
插钻是粗加工型腔的有效方法。它通过使用钻头或铣刀反复轴向切削来加工更深的孔或型腔,特别适用于粗加工。它不仅省电、生产率高,而且由于主切削力沿主轴轴向引导,因此降低了对机床主轴的要求。内圆插铣是通过为插铣刀具钻一个孔开始的。
刀具选择
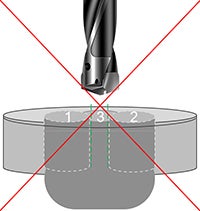
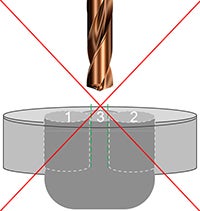
不应用于插钻时使用对称钻尖刀具 (可换头钻头和整体式钻头)。
可转位钻头
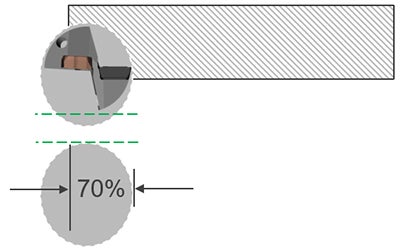
可转位钻头用于通过两个刀片进行中心切削,生产率非常高。如果以全可转位刀片钻头切削参数使用插钻,则钻头直径的70%可应用于下一次重叠切削。金属去除率高。
插铣类似于使用可转位刀片铣刀、圆刀片刀具或整体硬质合金钻头进行的插钻。然而,铣刀的步距有限,仅为轴向刀片切削刃长度的一半。当直径足够大以使多个齿啮合以提供高进给时,这可能是一个有趣的选择。
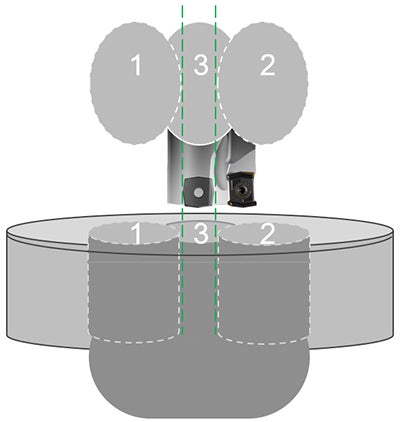
策略
- 避免大重叠,以免切屑从切屑通道中掉出
- 首先钻实心孔 (1和2)
- 建议设置孔之间的距离,以使中心刀片保持完全啮合
- 网状孔 (3):使用非常低的切削参数并应用软进刀
- 插钻时,确保70%的钻头直径的步距
型腔插铣
插铣切削刃