
石油和天然气API密封环槽的高经济性和高质量加工解决方案

密封环槽是许多石油和天然气零件的关键特征,加工密封环槽需要实现小公差和高表面质量。高价值零件和复杂性使加工安全性变得至关重要。增加挑战的是整体Inconel 718和堆焊Inconel 625这两种常用的难加工材料。
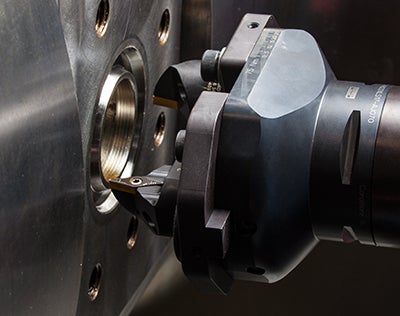
石油和天然气API密封环槽特征的加工刀具解决方案
加工时面临的挑战
许多传统的密封环槽加工方法都具有较差的加工安全性,并会放慢生产速度。现有的传统插车和径向车削刀具需要通过多道工序执行粗加工和精加工,它们会产生高切削力且刀具寿命有限。在确保安全的情况下,这些工艺不仅速度慢、成本高,而且在槽直径大小方面也不具灵活性。
SpiroGrooving™
SpiroGrooving是一项开创性的全新创新 - 一种简单而又完善的密封环槽加工工艺。这种方法与CoroBore XL系统搭配使用,并利用螺旋插补刀具路径以非常安全的高生产率方式加工紧公差密封环槽。
刀具加工路径包含按照每一转的设定坡走铣齿距进刀的锥形圆弧坡走铣。NC代码生成器根据几个输入参数 (例如槽直径、工艺齿距和所选的最大切屑厚度) 计算SpiroGrooving刀具路径。刀具预设通过几个简单的步骤完成。
该解决方案是在钢件和不锈钢堆焊前加工中加工密封环槽的理想之选。CoroBore XL独特的内冷却液解决方案有助于对先进的材料进行加工。粗加工和精加工在同一道工序中执行,因此可显著缩短加工时间并提高生产率。
主要优点
SpiroGrooving™实现了以最高效、可靠的方式加工密封环槽的所有重要目标:
- 通过更高的切削参数明显缩短切削时间
- 非常高的加工安全性
- 以最小化的刀具库存实现宽泛的应用灵活性
- 使用独特的NC代码生成器工具和主轴快速、方便地编程。
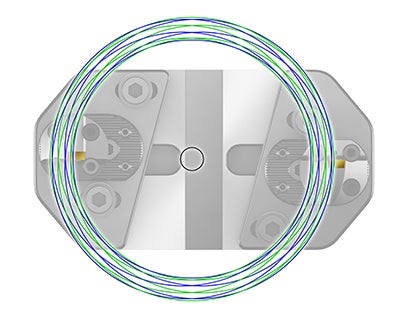
螺旋插补
SpiroGrooving刀具运动轨迹为锥形的螺旋插补。这样可以减小切屑厚度,从而实现轻快切削作用和更高的进给。刀片的部分切削刃具有断续切削特性,因此消除了长切屑缠结在刀具和主轴上的可能性。
工具系统组件
工具系统基于已经过市场多年验证的先进的标准产品系列,其中,模块化工具系统确保了在广泛的槽加工应用时的灵活性。传统方法加工每种类型或尺寸的槽都需要一组对应的新刀具,但是,一把SpiroGrooving刀具便能加工多种直径的槽,从而确保生产灵活性并最大限度地减少刀具库存。
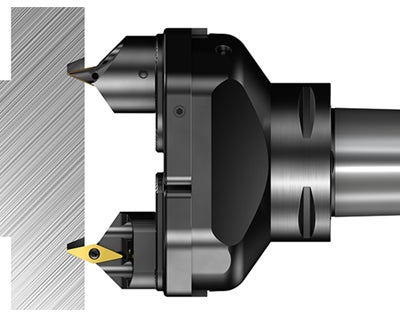
SpiroGrooving所用的刀具是基于完善的CoroBore® XL镗削系统并且带两个V型刀片的简单、智能的双刃刀具。与Coromant Capto®模块化工具系统相结合时,可提供密封环槽专用加工解决方案


使用CoroBore™ XL进行SpiroGrooving
| 零件特征 | 钢阀体上的BX-154槽 直径:101 mm (3.99英寸) 槽宽:15.4 mm (0.606英寸) 槽深:7.5 mm (0.297英寸) | |||||
| vc | n | 粗加工 vf | 精加工 vf | ap | 总时间 | |
| 竞争对手的密封环槽解决方案 | 187 m/min (614英尺/分钟) | 500 rpm | 100 mm/min (4英寸/分钟) | 50 mm/min (2英寸/分钟) | 1 mm/加工周期 (0.04英寸) | 2分钟 |
| vc | n | 粗加工 vf | 精加工 vf | 螺距 | 总时间 | |
| 使用CoroBore XL进行SpiroGrooving™ | 300 m/min (984英尺/分钟) | 922 rpm | 392 mm/min (15英寸/分钟) | 50 mm/min (2英寸/分钟) | 2 mm/r | 50秒 |
使用传统的径向多刃车削刀具执行粗加工和精加工工序时,总加工时间为两分钟。缺乏直径调节的灵活性,装夹也是一个相对冗长的过程。
转为使用SpiroGrooving™后,加工时间缩短至50秒。刀具可用于其他多种切槽应用并轻松重设直径。使用新方法后,零件加工时间缩短至不足1/2。
58%
更短的
加工
时间

