
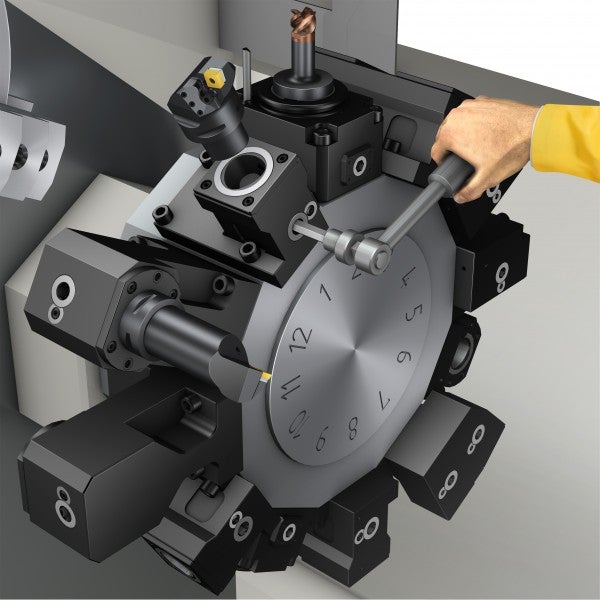
ระบบเครื่องมือแบบเปลี่ยนเร็ว
เมื่อพูดถึงประสิทธิภาพการผลิต คนส่วนใหญ่มักจะนึกถึงประสิทธิภาพการตัดเฉือนโลหะ ซึ่งเป็นปัจจัยที่คนส่วนใหญ่ให้ความสำคัญ อย่างไรก็ตาม อัตราการใช้ประโยชน์จากเครื่องจักรหรือระยะเวลาที่เครื่องจักรมีการทำงานถือเป็นปัจจัยที่มีความสำคัญเทียบเท่ากันหรือมากกว่าด้วยซ้ำ
ระบบเครื่องมือแบบเปลี่ยนเร็วช่วยให้ใช้งานเครื่องจักรได้อย่างเต็มประสิทธิภาพมากยิ่งขึ้น โดยลดเวลาในการวัด ปรับตั้ง และเปลี่ยนเครื่องมือ
ปัจจัยเกี่ยวกับประสิทธิภาพการผลิต
ประสิทธิภาพการผลิตหมายถึงจำนวนของชิ้นงานที่ผลิตได้ต่อกะหรือต่อสัปดาห์ การทำความเข้าใจกับจุดที่จะสามารถปรับปรุงประสิทธิภาพได้สูงสุดถือเป็นสิ่งสำคัญที่ต้องพิจารณาก่อนที่จะเลือกว่าควรนำระบบเครื่องมือแบบใดมาใช้งาน ปัจจัยสำคัญที่ควรพิจารณามีอยู่ด้วยกันสองปัจจัย ได้แก่
- ประสิทธิภาพการตัดเฉือนโลหะ – ปัจจัยนี้สามารถวัดได้โดยพิจารณาจากอัตราการขจัดเนื้อโลหะ (ซม.3/นาที (นิ้ว3/นาที)) ในการทำงาน
- อัตราการใช้ประโยชน์จากเครื่องจักร – ปัจจัยนี้สามารถวัดได้โดยพิจารณาจากเปอร์เซ็นต์ของเวลาที่เครื่องจักรมีการทำงาน (สามารถทำการผลิตได้อย่างต่อเนื่องเป็นเวลานาน)
อัตราการใช้ประโยชน์จากเครื่องจักรมีความเกี่ยวข้องอย่างมากกับการปรับตั้งเครื่องจักรและตัวเลือกต่างๆ ของเครื่องจักร ดังนั้นจึงจำเป็นจะต้องมีการพิจารณาถึงจุดนี้ก่อนที่จะลงทุนกับเครื่องจักรใหม่ เพื่อให้แน่ใจว่าจะมีการนำเทคโนโลยีที่ดีที่สุดมาใช้งาน
สิ่งที่ทำให้สิ้นเปลืองเวลาการทำงานภายในโรงงานและส่งผลให้อัตราการใช้ประโยชน์จากเครื่องจักรลดลง ได้แก่:
- การเตรียมการผลิตล็อตใหญ่
- การตรวจวัดชิ้นงานที่ยังไม่ได้นำออกจากเครื่องจักร
- การปรับตั้งเครื่องมือโดยยังไม่ได้ถอดออกจากเครื่องจักร
- การปรับตั้งท่อจ่ายน้ำหล่อเย็น
- การเปลี่ยนเครื่องมือที่สึกหรอ
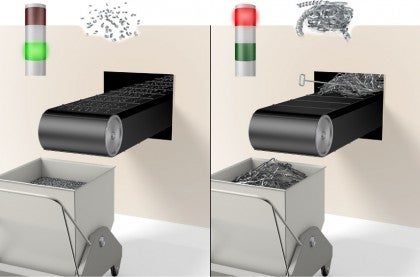
- การกำจัดเศษรอบเครื่องมือหรือที่ติดขัดบนระบบลำเลียง
- การเปลี่ยนชิ้นงาน


วิธีการติดตั้งและวัดเครื่องมือส่งผลอย่างมากต่ออัตราการใช้ประโยชน์จากเครื่องจักร โดยสามารถเปรียบเทียบได้กับการแข่งรถยนต์ ซึ่งจำเป็นต้องลดระยะเวลาที่รถแข่งใช้ในพิตสต็อปให้เหลือน้อยที่สุด และด้วยเหตุผลเดียวกันนี้เอง การลดระยะเวลาหยุดทำงานของเครื่องจักรให้เหลือน้อยที่สุดจึงมีความสำคัญมากเช่นเดียวกัน
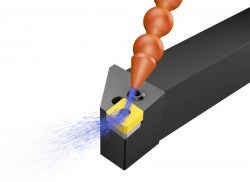
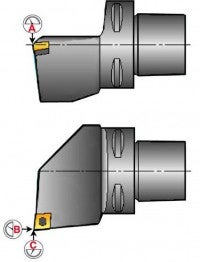
ระบบจ่ายน้ำหล่อเย็นภายในช่วยให้สามารถใช้งานเครื่องจักรได้อย่างเต็มประสิทธิภาพเมื่อใช้ร่วมกับหัวตัดออกแบบเฉพาะ โดยจะช่วยลดขั้นตอนการปรับตั้งและจ่ายน้ำหล่อเย็นได้อย่างแม่นยำเพื่อเพิ่มประสิทธิภาพในการควบคุมเศษ
จุดเด่นของระบบเครื่องมือแบบเปลี่ยนเร็ว

เครื่องกลึง CNC และเครื่องจักรระบบป้อนอัตโนมัติ (Sliding Head) สามารถสลับเครื่องมือได้อย่างรวดเร็ว แต่มักจะมีอัตราการใช้ประโยชน์น้อยกว่าเครื่องแมชชีนนิ่งเซ็นเตอร์เนื่องจากต้องใช้เวลาในการเปลี่ยนและปรับตั้งเครื่องมือ การเปลี่ยนเครื่องมือแบบเร็วด้วยตนเองมักจะถูกนำมาใช้ในกรณีที่เครื่องจักรไม่มีระบบเปลี่ยนเครื่องมืออัตโนมัติ (ATC) เพื่อให้แน่ใจว่าไฟเขียวแสดงการทำงานของเครื่องจักรจะติดสว่างได้นานขึ้น การใช้ระบบเครื่องมือแบบเปลี่ยนเร็วสร้างจุดเด่นหลายประการ
ลดเวลาในการเปลี่ยนล็อตการผลิตเมื่อใช้ระบบเครื่องมือ
ลดเวลาในการเปลี่ยนเครื่องมือเป็นอีกแบบหนึ่งลงอย่างเห็นได้ชัด
- ตัวจับยึดเครื่องมือกลึงจาก 5–10 นาทีเหลือเพียง 30 วินาที
- ด้ามกลึงคว้านใช้เวลานานกว่าเครื่องมือแบบด้ามเล็กน้อยเนื่องจากมีการตั้งค่าความสูงกึ่งกลางและการเดินท่อน้ำหล่อเย็น
- ข้อดีของระบบเครื่องมือแบบเปลี่ยนเร็วก็คือสามารถใช้งานร่วมกับด้ามกลึงคว้านขนาดยาวขึ้นได้ โดยสามารถเปลี่ยนด้ามกลึงคว้านขนาดไม่เกิน 10×D กับขนาด 2 μm (78.7 μinch) ได้อย่างแม่นยำภายในไม่ถึง 1 นาที
- ลดเวลาของเครื่องมือแบบหมุนจาก 5–20 นาทีเหลือเพียง 30 วินาที โดยตัวจับยึดเครื่องมือแบบหมุนปกติ ได้แก่ หัวจับ ER ซึ่งเหมาะสำหรับการกัดปาดหน้า ทั้งนี้หัวจับ ER ใช้ได้เฉพาะกับดอกเอ็นมิลที่มีเส้นผ่านศูนย์กลางสูงสุด 25 มม. (1 นิ้ว) ซึ่งหมายความว่าต้องใช้ตัวจับยึดเครื่องมือแบบหมุนแยกกันสองตัว โดยเมื่อใช้ระบบจับยึด Coromant Capto® ก็จะสามารถใช้ระบบเดียวกันนี้ได้กับการทำงานทุกรูปแบบ
เพิ่มจำนวนตำแหน่งใส่เครื่องมือ
เพิ่มจำนวนตำแหน่งใส่เครื่องมือด้วยตัวจับยึดเครื่องมือแบบคู่ เพื่อให้สามารถใช้ชุดเครื่องมือได้ทั้งกับการกลึงนอกและการกลึงใน
เครื่องกลึงอัตโนมัติที่มีตัวจับยึดเครื่องมือแบบหมุนมักจะมีจำนวนช่องใส่เครื่องมือน้อย การใช้ชุดจับยึดแบบคู่ทำให้สามารถใช้เครื่องมือสำรองหรือเพิ่มเครื่องมือได้ จึงช่วยลดการเปลี่ยนเครื่องมือลงได้ในการผลิตชิ้นงานหลายๆ อย่าง การใช้ชุดจับยึดแบบคู่สามารถทำได้ในกรณีที่เครื่องจักรมีแกน Y ป้อมมีดแบบครึ่งป้อม หรือสปินเดิลที่สอง
ลดเวลาถอดเปลี่ยนเครื่องมือที่สึกหรอ
ตัวจับยึดแบบหมุนเครื่องมือ: ทุกครั้งที่เปลี่ยนเครื่องมือคาร์ไบด์ จะต้องทำการปรับเทียบออฟเซ็ตเครื่องมือใหม่อีกครั้ง ดอกกัด/ดอกสว่านแบบถอดเปลี่ยนเม็ดมีดได้จำเป็นต้องเปลี่ยนเม็ดมีดหลายอัน การใช้เครื่องมือสำรองและการเปลี่ยนหัวตัดนอกเครื่องจักรจะทำได้รวดเร็วยิ่งขึ้นมาก
ตัวจับยึดแบบหมุนชิ้นงาน: สำหรับการทำงานแบบเม็ดมีดเดียวที่สามารถเข้าถึงได้ง่าย การเปลี่ยนในเครื่องจักรโดยตรงจะใช้เวลาเร็วพอๆ กัน อย่างไรก็ตาม หากสามารถถอดเครื่องมือได้จะช่วยให้มั่นใจได้ว่ามีการบำรุงรักษาดีขึ้น การติดตั้งถูกต้อง และไม่มีการหยุดทำงานโดยไม่คาดคิดเนื่องจากจำเป็นต้องจัดซื้อชิ้นส่วนอะไหล่


ไม่จำเป็นต้องปรับตั้งท่อน้ำหล่อเย็น
การปรับตั้งท่อแต่ละครั้งอาจมีความแตกต่างกันอยู่บ้าง แต่โดยปกติแล้ว ผู้ปฏิบัติงานอาจต้องปรับทิศทางของท่อน้ำหล่อเย็น 2-3 ครั้งกว่าจะได้ตำแหน่งที่ถูกต้อง ซึ่งระหว่างนี้ต้องหยุดการทำงานของเครื่องจักร! นอกจากนี้ การควบคุมเศษที่ไม่มีประสิทธิภาพยังมักจะทำให้เศษกระเด็นมาชนกับท่อ ทำให้ต้องคอยปรับตั้งตำแหน่งท่อบ่อยๆ
เริ่มการผลิตได้เร็วขึ้น
หากไม่ต้อง "ตัดเฉือนชิ้นงานทดสอบแรก" หรือ "ตัดเฉือนเพื่อทำการวัด" จะทำให้อัตราการผลิตสูงขึ้นและลดจำนวนชิ้นงานเสียลง จากการคำนวณตลอดทั้งปี หากมีการใช้ระบบเครื่องมือแบบเปลี่ยนเร็ว จำนวนการผลิตชิ้นงานจะเพิ่มสูงขึ้นและอัตราชิ้นงานเสียจะลดลงอย่างเห็นได้ชัด
- ชิ้นงานทดสอบแรกสำหรับการผลิตเป็นจำนวนมาก: ชิ้นงานแรกหลังจากเปลี่ยนเครื่องมือทุกครั้งมักจะเป็นชิ้นงานเสีย ดังนั้น ระยะเวลาที่ใช้เปลี่ยนเครื่องมือจึงหมายถึงเวลาที่ต้องเสียไปกับการเปลี่ยนเครื่องมือ (รักษาออฟเซ็ตเดิม) การตัดเฉือนชิ้นงานทั้งชิ้น การวัดชิ้นงานที่แล้วเสร็จ และการปรับออฟเซ็ต
- การตัดเฉือนเพื่อวัดสำหรับการผลิตจำนวนน้อย/ปานกลาง: การตัดเฉือนเพื่อทำการวัดโดยมีการชดเชยออฟเซ็ตช่วยให้มั่นใจได้ว่าชิ้นงานจะไม่เป็นชิ้นงานเสีย แต่จะใช้เวลานานกว่า เวลาในการเปลี่ยนเครื่องมือจะหมายถึงเวลาในการทำงานต่อไปนี้ เปลี่ยนเครื่องมือ ชดเชยออฟเซ็ต ตัดเฉือน วัด และปรับออฟเซ็ต
ถูกต้องตามหลักสรีรศาสตร์และใช้งานง่ายสำหรับผู้ปฏิบัติงาน
ระบบเครื่องมือแบบเปลี่ยนเร็วมีข้อดีหลายอย่างสำหรับผู้ปฏิบัติงาน ตัวอย่างเช่น การเปลี่ยนเครื่องมือนอกเครื่องจักรช่วยลดอุบัติเหตุ ข้อผิดพลาด และไม่ต้องเสียเวลาหาชิ้นส่วนที่ทำหล่น รวมถึงทำให้เครื่องจักรทุกประเภทเป็นมาตรฐานได้ง่าย
ระบบเครื่องมือแบบเปลี่ยนเร็วสำหรับเครื่องจักรระบบป้อนอัตโนมัติ
เนื่องจากเครื่องจักรระบบป้อนอัตโนมัติมีพื้นที่คับแคบ จึงมีพื้นที่สำหรับเปลี่ยนเครื่องมือที่จำกัด บ่อยครั้งที่จำเป็นต้องถอดเครื่องมือแบบด้ามเพื่อสลับคมเม็ดมีด ทำให้เวลาในการปรับตั้งเพิ่มขึ้นเมื่อเทียบกับเครื่องกลึงทั่วไป
ระบบเครื่องมือแบบเปลี่ยนเร็ว เช่น ระบบจับยึด QS™ ช่วยให้เครื่องจักรระบบป้อนอัตโนมัติทำงานได้ต่อเนื่องนานขึ้นโดยไม่ต้องหยุดบ่อยๆ เมื่อเปรียบเทียบกับการใช้เครื่องมือแบบด้ามทั่วไป โดยสามารถถอดเครื่องมือออกจากเครื่องจักรเพื่อสลับคมเม็ดมีดได้อย่างรวดเร็วและแม่นยำ และคุณสามารถเริ่มทำงานได้ทันทีโดยไม่ต้องตั้งค่าหรือทำการวัด

การตั้งค่าด้ามกลึงคว้านที่รวดเร็ว
การตั้งค่าด้ามกลึงคว้านในป้อมมีดใช้เวลานานกว่าเมื่อเทียบกับเครื่องมือแบบด้าม เนื่องจากมีการปรับความยาว/ความสูงที่เส้นแนวศูนย์กลาง รวมทั้งการเดินท่อน้ำหล่อเย็นเข้ากับส่วนท้ายของเครื่องมือ
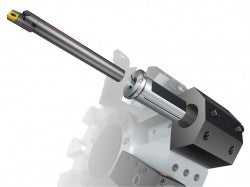
ปลอกจับเครื่องมือ เช่น EasyFix จะช่วยให้ได้ความสูงของเส้นแนวศูนย์กลางที่ถูกต้อง รวดเร็ว และง่ายดาย ขณะทำการติดตั้งด้ามกลึงคว้านทรงกลมเข้ากับเครื่องจักร ระบบแกนกดแบบสปริงที่อยู่ในปลอกจะล็อคเข้าร่องในด้าม ช่วยให้สามารถปรับความสูงศูนย์กลางได้อย่างถูกต้อง ทำให้ได้ชิ้นงานคุณภาพสูงและสม่ำเสมอ
ปลอกจับเครื่องมือมีทั้งชนิดซีลโลหะสำหรับน้ำหล่อเย็นแรงดันสูง และรุ่นปกติที่มีร่องซีลซิลิโคนสำหรับน้ำหล่อเย็นแรงดันต่ำ

ระบบเครื่องมือแบบเปลี่ยนเร็ว Coromant Capto®
Coromant Capto® เป็นระบบเครื่องมือแบบเปลี่ยนเร็วที่สามารถถอดเปลี่ยนชิ้นส่วนได้ตามต้องการ ทำให้ใช้งานเครื่องจักรได้อย่างเต็มประสิทธิภาพและเพิ่มความรวดเร็วให้กับงานตัดเฉือนโลหะ จุดเด่นหลักของ Coromant Capto® มีดังนี้
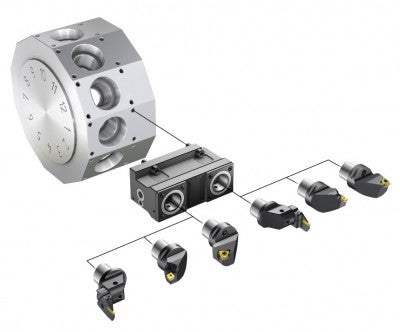
ชุดจับยึดแบบแยกส่วน
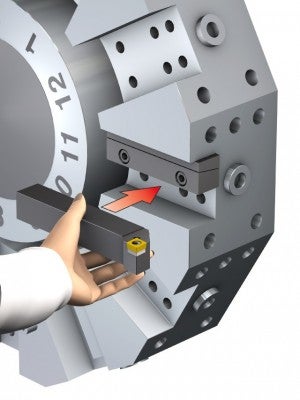
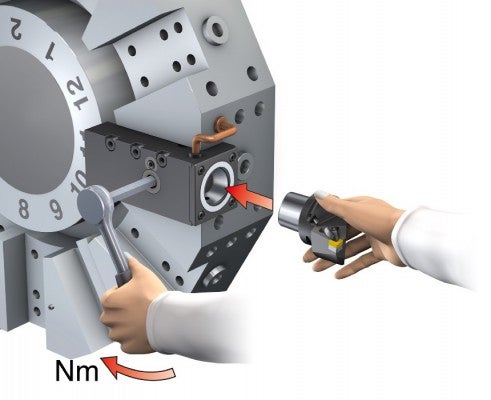
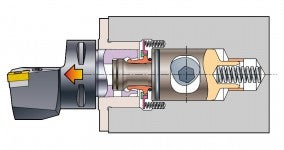
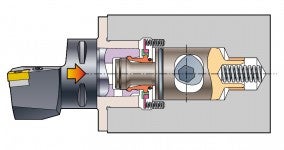
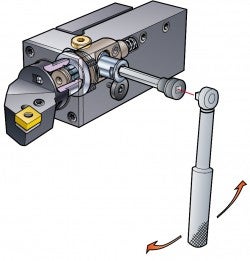
ก้านดึงแบบเพลาลูกเบี้ยวใช้สำหรับล็อคข้อต่อจับยึดพร้อมชุดจับยึดแบบแยกส่วนและใช้ในการดันหัวตัดออก การล็อคและการปลดชุดจับยึดแบบปรับตั้งเองสามารถทำได้โดยการหมุนเพียงรอบเดียวเท่านั้น เพลาลูกเบี้ยวมีมุมล็อคตัวเองและจะไม่เปิดออกในระหว่างการตัดเฉือน
ความสามารถในการทำงานซ้ำ
ข้อต่อมีความเที่ยงตรงสูงและออกแบบให้ตั้งศูนย์เองอัตโนมัติ มั่นใจได้กับความแม่นยำทุกครั้งที่ใช้งานโดยมีค่าเบี่ยงเบนน้อยกว่า ±2 ไมครอนในแกน X, Y และ Z สำหรับการติดตั้งหัวตัดเดียวกันในตัวรับเดียวกัน
ความเที่ยงตรงนี้ทำให้สามารถปรับตั้งเครื่องมือได้โดยยังไม่ต้องติดตั้งกับเครื่องจักร เหมาะสำหรับการผลิตเป็นจำนวนมากหรือใช้เป็นชุดเครื่องมือสำหรับงานที่ต้องเปลี่ยนล็อตการผลิต ทั้งสองอย่างนี้ทำให้ไม่ต้องทำการตัดเฉือนเพื่อทำการวัด จึงเริ่มการผลิตได้เร็วขึ้นและมีอัตราชิ้นงานเสียน้อยลง


ความมั่นคงในการทำงานสูงขึ้น
ความมั่นคงสามารถวัดได้จากความต้านทานการโก่งตัวและการส่งต่อแรงบิด คุณสมบัติหลักที่ทำให้ที่ให้ความมั่นคงในระดับดีเยี่ยม ได้แก่
- บริเวณสัมผัสที่หน้าตัดและส่วนเรียว: ต้านทานโมเมนต์การโก่งตัวและช่วยให้ได้ตำแหน่งแม่นยำ
- ข้อต่อทรงเหลี่ยม: พื้นที่สัมผัสขนาดใหญ่ช่วยส่งต่อแรงบิดได้โดยไม่มีชิ้นส่วนเคลื่อนที่ เช่น สลักหรือเดือย โหลดแรงบิดกระจายตัวอย่างสมมาตรโดยไม่มีจุดพีคไม่ว่าข้อต่อทรงเหลี่ยมแบบตั้งศูนย์อัตโนมัติจะอยู่ทิศทางใด ความสูงที่ศูนย์กลางของช่องใส่เม็ดมีดจึงถูกต้องแม่นยำ
- แรงจับยึดสูง: การจับยึดแบบแยกส่วนทำให้เกิดแรงจับยึดสูง สวมอัดได้อย่างแน่นหนา โดยมีบริเวณสัมผัสที่หน้าตัดสองจุดสำหรับต้านทานโมเมนต์การโก่งที่เกิดขึ้นในระหว่างการตัดเฉือน


ดูข้อมูลเพิ่มเติมเกี่ยวกับการส่งแรงบิดและความต้านทานการโก่งตัว
ชุดจับยึดรุ่นต่างๆ
ระบบเครื่องมือแบบเปลี่ยนเร็วสำหรับเครื่องกลึงจะใช้ขนาดการจับยึดทุกขนาดตั้งแต่ C3 ถึง C10 โดยขนาดการจับยึดที่ใช้จะขึ้นอยู่กับขนาดของเครื่องจักรและลักษณะของการตัดเฉือน
ระบบเชื่อมต่อ RAM ของเครื่องกลึงแนวตั้งจะแตกต่างกันออกไปตามรุ่น โดยอาจมีชุดจับยึดแบบปรับตั้งเองพร้อมชุดจับยึด Coromant Capto® ให้มาพร้อมกับเครื่องจักร หรืออาจต้องสั่งซื้อแยกต่างหากเป็นชุดอุปกรณ์พิเศษ


VDI-DIN 69880


ด้าม


CBI (ยึดโบลท์)


CDI

Dovetail VDI-DIN 69881

VTL – ออกแบบเฉพาะสำหรับเครื่องจักร


ระบบจับยึด Coromant Capto® สำหรับระบบเชื่อมต่อแบบยึดโบลท์ (CBI)
ชุดจับยึดออกแบบเฉพาะสำหรับเครื่องจักร (MACU) มีให้เลือกเป็นผลิตภัณฑ์มาตรฐานสำหรับระบบเชื่อมต่อป้อมมีดของผู้ผลิตเครื่องจักรส่วนใหญ่

ระบบเปลี่ยนเครื่องมืออัตโนมัติสำหรับเครื่องกลึง
เครื่องกลึงแนวตั้งขนาดใหญ่จะมีตัวเลือกระบบเปลี่ยนเครื่องมืออัตโนมัติที่ใช้แม็กกาซีนแบบจาน ซึ่งช่วยให้สามารถติดตั้งด้ามกลึงคว้านยาวได้ ทำให้เลือกตำแหน่งเครื่องมือได้หลากหลายมากขึ้น ช่วยเพิ่มความยืดหยุ่นและเปิดโอกาสสำหรับการผลิตแบบไม่ใช้คนควบคุม
เครื่องกลึงที่ติดตั้งป้อมมีด ATC-MACU จะมีระบบเปลี่ยนเครื่องมืออัตโนมัติสำหรับตัวจับยึดทั้งแบบหมุนเครื่องมือและหมุนชิ้นงาน การทำงานกับเครื่องกลึงมักจะต้องมีการเปลี่ยนเครื่องมือเองอยู่บ่อยๆ ทำให้อัตราการใช้งานเครื่องจักรค่อนข้างต่ำ ระบบเปลี่ยนเครื่องมืออัตโนมัติคือคำตอบที่เข้ามาแก้ปัญหานี้ เนื่องจากสามารถเปลี่ยนการผลิตให้เป็นแบบไม่ใช้คนควบคุม ส่งผลให้กำลังการผลิตสูงขึ้นและกระบวนการผลิตเชื่อถือได้มากขึ้น

ระบบเปลี่ยนเครื่องมืออัตโนมัติสำหรับเครื่องกลึง คำตอบที่จะเปลี่ยนการผลิตให้เป็นแบบอัตโนมัติโดยไม่ต้องใช้คนควบคุม พร้อมทั้งเพิ่มประสิทธิภาพการผลิต
ระบบเชื่อมต่อ Coromant Capto® Disc Interface (CDI)
CDI ถูกออกแบบให้เป็นระบบเชื่อมต่อป้อมมีด โดยเป็นระบบมาตรฐานที่เข้ามาแทนที่ VDI และสามารถใช้ได้กับเครื่องจักรทุกประเภท ป้อมมีด CDI มีรุ่นให้เลือกสำหรับเครื่องจักรจากผู้ผลิตเกือบทุกราย

ชุดจับยึดแบบไม่เป็นมาตรฐาน – เซ็ตชุดจับยึด
เซ็ตชุดจับยึดจะใช้ในการปรับชุดจับยึดให้เป็นไปตามข้อกำหนดเฉพาะ. โดยทั่วไปจะใช้กับชุดจับยึดแผ่นเบลดสำหรับเครื่องกลึงแนวตั้ง ชุดคู่ หรือสำหรับติดตั้งระบบเปลี่ยนเร็วเข้ากับป้อมมีดที่มีอยู่เดิม


ปลอกชุดจับยึดมีให้เลือกในรูปแบบต่างๆ ขึ้นอยู่กับการใช้งาน

ทั่วไป

ทรงสี่เหลี่ยม – ชุดคู่

การใช้งานด้ามกลึงคว้านออฟเซ็ต
รูปแบบชุดจับยึดสำหรับการตัดเฉือนเฉพาะ
ภายนอก – การกลึงนอก OD

Cx-TRE-xxxxA
ภายนอกแบบเดี่ยว

Cx-TRE-xxxxA-DT
แบบคู่สำหรับสปินเดิลรอง

Cx-TRE-xxxxA-YT
แกน Y

Cx-TRE-xxxxA-TT
ป้อมมีดแบบครึ่งป้อม

APB-TNE-xxxxA-25
อะแดปเตอร์มีดกลึงตัด
ภายใน – การกลึง/การเจาะ ID

Cx-TRI-xxxxA
ภายในแบบเดี่ยว

Cx-TRI-xxxxA-SS
สปินเดิลรอง

Cx-TRI-xxxxA-DT
แบบคู่สำหรับสปินเดิลที่สอง

Cx-TRI-xxxxA-YT
แกน Y

Cx-TRI-xxxxA-TT
ป้อมมีดแบบครึ่งป้อม
มีการหมุน

Cx-DTE-xxxxA-E/I
ภายนอก

Cx-DTI-xxxxA-E/I
ภายใน

