
CoroMill® MS20
Omdefinierad hörnfräsning
Sortimentöversikt
Skärkroppar
| Verktygsdiameterområde | 15,8–84 mm (motsvarighet i tum) | |
| Skärkroppsgränssnitt | Cylindriskt skaft, Coromant® EH, MSSC, Arbor, Coromant Capto® och Weldon (tum) | 119 artiklar |
| Skärkroppsgränssnitt | CIS och Weldon (metrisk) | 13 artiklar |

CAPP-familjen M253 finns för skärkroppar.
Skär
| Skärdiameter | IC10 |
| Skärgeometri | E-L50, M-M20 och M-M30 |
| Skärets hörnradie | 0,2, 0,4, 0,8 och 1,6 |
| Skärsort | 1040, 2040, S30T och S40T |
| Antal artiklar | 27 |
Skärdata
hex-rekommendationer
| ISO-område | Sorter | hex, mm (tum) | hex, mm (tum) | hex, mm (tum) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404/316L) | 1040, 2040 | 0,1 (0,05–0,15) ,004 (,002–,006) | 0,1 (0,08–0,15) ,004 (,003–,006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0,08 (0,05–0,12) ,003 (,002–,0047) | 0,08 (0,05–0,12) ,003 (,002–,0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0,1 (0,05–0,15) ,004 (,002–,006) | 0,1 (0,08–0,15) ,004 (,003–,006) | 0,13 (0,08–0,2) ,0051 (,003–,008) |
| S2.0.Z.AG (Inconel 718) | S30T, 2040 | 0,08 (0,05–0,12) ,003 (,002–,0047) | 0,08 (0,05–0,12) ,003 (,002–,0047) | 0,1 (0,08–0,15) ,004 (,003–,006) |
Rekommenderade skärhastigheter
| Material | Sort | vc m/min (fot/min) |
| M1.0.Z.AQ (1.4404/316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
Skärdata, APMX och AZ
| APMX | 9,0 mm (0,35 tum) |
| Rekommenderat ap | 4,0 mm (0,16 tum) |
| AZ | 1,0 mm (0,04 tum) |
Skärdata, linjär rampning och spiralinterpolering
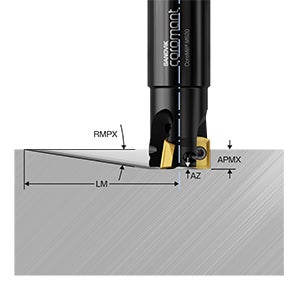
| DCX, metrisk | DCX, tum | RMPX (grader) | Lm, mm (tum) | Max Dm, mm (tum) | Plan min Dm, mm (tum) | Min Dm, mm (tum) |
| | ⅝" | 7,8 | 65.7 (2.85) | 30,15 (1,19) | 27,75 (1,08) | 23,75 (0,93) |
| 16mm | | 7,7 | 66.6 (2.61) | 30,4 (1,2) | 28 (1,10) | 25 (0,97) |
| | ¾" | 5,4 | 95.2 (2.57) | 36,5 (1,44) | 34,1 (1,33) | 30,1 (1,18) |
| 20mm | | 4,9 | 105 (4.13) | 38,4 (1,50) | 36 (1,42) | 33 (1,3) |
| 25mm | | 3,3 | 156.1 (6.15) | 48,4 (1,91) | 46 (1,80) | 43 (1,68) |
| | 1" | 3.2 | 161 (6.34) | 46,8 (1,82) | 46,8 (1,83) | 42,8 (1,68) |
| | 1 ¼" | 2.2 | 234.3 (9.21) | 61,9 (2,44) | 59,5 (2,33) | 55,5 (2,18) |
| 32mm | | 2,2 | 234.3 (9.21) | 62,4 (2,46) | 60 (2,35) | 57 (2,23) |
| | 1 ½" | 1,7 | 303.2 (11.94) | 72,2 (2,83) | 72,2 (2,83) | 68,2 (2,68) |
| 40mm | | 1,6 | 322.2 (12.68) | 78,4 (3,09) | 76 (2,98) | 73 (2,86) |
| 50mm | | 1,2 | 429.7 (16.92) | 98,4 (3,86) | 96 (3,78) | 93 (3,65) |
| | 2" | 1,2 | 429.7 (16.92) | 97,6 (3,83) | 97,6 (3,83) | 93,6 (3,68) |
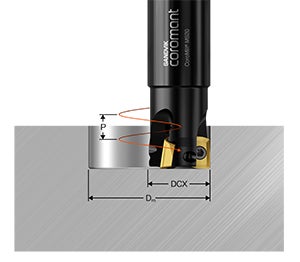
Skärdata, dykfräsning
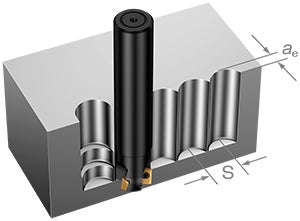

Axiella skärkrafter
| ISO-område | Referensmaterial | Max ae, mm (tum) | Matning, mm/z (tum/z) |
| ISO M | M1.0.Z.AQ (1.4404/316L) | 4 (0,157) | 0,10 (0,08–0,15) (0,004 (0,003–0,006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0,157) | 0,08 (0,05–0,12) (0,003 (0,002–0,0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0,118) | 0,08 (0,05–0,12) (0,003 (0,002–0,0004)) |
| ISO S | S2.0.Z.AG (Inconel 718) | 3 (0,118) | 0,08 (0,05–0,12) (0,003 (0,002–0,0004)) |
Variabelt skärdjup
- Vid ökad verktygsförslitning särskilt i ISO M-material kan skärdjupet (ap) ändras för varje passering så att strålförslitningen utvecklas långsammare
- Värde för offsetförskjutning för ap: 25–75 % av APMX
2,5 till 6,5 mm (0,098 till 0,256 tum) rekommenderat för CoroMill® MS20

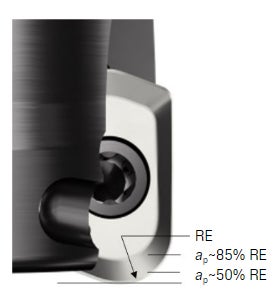
Användning av stor radie
- En större hörnradie hos skäret ökar säkerheten, särskilt vid hörntagning för fickfräsningsoperationer samt rampning med större rampningsvinkel
- Skärkraften / spindelbelastningen ökar
- Ytjämnheten blir sämre
- Kan leda till vibrationer i applikationer med överhäng
- Vid användning vid skärdjup ≤ 85 % RE minimeras strålförslitningen
- Vid användning vid skärdjup ≤ 50 % RE kan frässtrategier för hög matning tillämpas
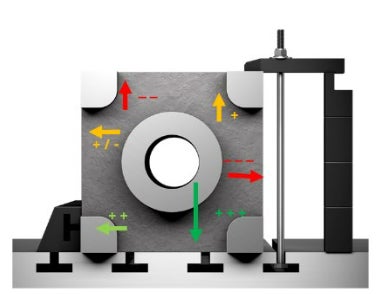
Fixturbegränsningar
- Fastspänningen av arbetsstycke måste tas hänsyn till vid val av skärriktning och vid riktningsändring
- Skärriktning mot maskinbordet ger högsta stabilitet följt av styvt stöd som direktmonterats på bordet
Utmaningar vid bearbetning i ISO M
Applikationer
- Öppen och stängd fickfräsning
- Fullspårsfräsning och håltillverkning med spiralinterpoleringscykler
- Hålrumsfräsning med långa överhäng
- Fräsning mot skuldra med lågt ingrepp
- Flerfunktionssvarvfräsning
Utmaningar
- Spånbildning
- Säkert och tillförlitligt skär
- Bearbetning med långt överhäng
- Förutsägbar och repeterbar verktygslivslängd
Lösningen CoroMill® MS20
- Använd M-M20-geometrin för utmärkt spånbildning och spånavgång i kletande material
- Geometrin M-M30 ger ökad säkerhet i sega material (duplex). Geometrins ökade eggseghet gör att man kan öka produktiviteten med skäret (höga skärdata) i stabila operationer
- Använd geometrin E-L50 för applikationer med långt överhäng där en vassare och därmed mer lättskärande egg hjälper till att reducera vibrationer
- Robust stålskaftsutformning för bättre stabilitet och mindre avböjning
- De två skäreggarna har samma livslängd och E-M20-geometrin ger skäret förutsägbara egenskaper med gradvis förslitning, särskilt i austenitiskt rostfritt stål
Utmaningar vid bearbetning i ISO S
Applikationer
- Öppen och stängd fickfräsning
- Fullspårsfräsning och håltillverkning med spiralinterpoleringscykler
- Hålrumsfräsning med långa överhäng
- Fräsning mot skuldra med lågt ingrepp
- Flerfunktionssvarvfräsning
Utmaningar
- Spånavgång
- Säkert och tillförlitligt skär
- Livslängd
- Skada på skärkroppen (spånnötning)
Lösningen CoroMill® MS20
- Använd E-L50-geometrin för utmärkt spånbildning och spånavgång i kletande material
- Geometrierna M-M20 och M-M30 ger ökad säkerhet i tuffare applikationer i titan respektive Inconel
- Geometriernas ökade eggseghet gör att man kan öka produktiviteten med skären (höga skärdata) i stabila operationer
- Robust stålskaftsutformning för bättre stabilitet och mindre avböjning. Det optimerade skärkroppsmaterialet kan bättre stå emot spånnötning
CoroPlus® Tool Guide för CoroMill® MS20

- För snabba och korrekta verktygsrekommendationer baserade på dina applikationsbehov, använd onlinetjänsten CoroPlus® Tool Guide
- Välj rätt verktyg och parametrar för din applikation baserat på verktyg, operation, material och maskin
- Lätt att använda, lätt att välja
- Stöder alla CoroMill® MS20-applikationer
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
