
CoroBore® BR30
Treskärigt grovuppborrningsverktyg för maximal produktivitet

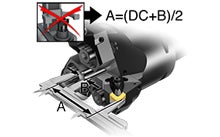
Diameterjustering
Om det inte finns någon förinställningsutrustning justerar du diametern genom att mäta avståndet från stift till skär och subtrahera halva stiftdiametern. Multiplicera med två för att få den faktiska håldiametern.

Vridmoment
Använd alltid momentnyckel och dra åt skruvarna för skär och verktygsuppsättning med rekommenderat åtdragningsmoment.

Lasergraverad skala
Den lasergraverade skalan på adaptern underlättar diameterinställningen.



Applikationstips

Bottenhål
Vid bearbetning av bottenhål är det mycket viktigt att säkerställa ordentlig spånavgång.
Korrekta skärdata är av yttersta vikt för korrekt spånbildning
Kontrollera att spånorna inte fastnar eller sliter på skären
Skärvätskans tryck och flöde ska vara tillräckligt för att forsla bort spånorna
På vertikala karusellmaskiner är det mer kritiskt än på horisontella maskiner med effektiv spånavgång
Intermittenta skärförlopp
Vid bearbetning med intermittenta skärförlopp, t.ex. bearbetning av korsande hål, ställs höga krav på skärbetingelserna.
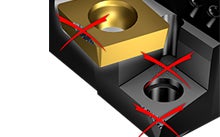
Välj en seg sort
Välj ett starkt, kvadratiskt skär med negativ grundform för bättre bearbetningssäkerhet, gäller för stabila förhållanden
Minska skärdata vid flera intermittenser
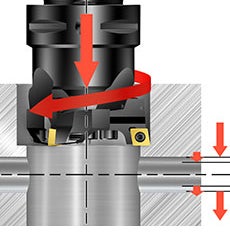
Hål utanför centrumlinjen
Om centrumlinjen i ett förbearbetat hål inte sammanfaller med uppborrningsverktygets centrumlinje, kan skärdjupet vara mycket stort vid den ena hålsidan.
Ett bra alternativ för sådana applikationer är att använda stegborrning för att klara det stora skärdjupet. Asymmetriska skärkrafter kan orsaka böjning av verktyget och dessutom ocentrerade, mindre vibrationer, särskilt när verktygsenheter med långa överhäng används.

Sandinneslutningar
Sandinneslutningar i gjutgods kan orsaka ökat skärslitage.
Rekommendationer:
• Välj en seg sort
• Minska skärdata
• Välj ett hållfast fyrkantsskär med negativ grundform, för förbättrad bearbetningssäkerhet och minimalt slitage.
Rekommendationer
Skärdata
Allmänna rekommendationer för grovuppborrning:
- Startdata: vc 200 m/min (gäller när vc på skärasken är över vc 200 m/min) med kort överhäng. Kontrollera skärasken avseende rekommenderade matningar och skärdjup
- vc = 50 % av rekommenderade data på etiketten. Om vibrationer förekommer, minskar du hastigheten och ökar matningen. Använd inte rekommenderade maximala värden för matning och ap samtidigt
Maskinbegränsningar:
Kontrollera alltid att maskinen har kapacitet för att leverera vridmoment och den effekt som krävs för den aktuella uppborrningsapplikationen.
Skärdata: CoroBore® 111
| Beställningskod | Sort | Matningsintervall (fn) | Skärdjup (ap) | Skärhastighet (vc) | ||||||
| Min | Max | Rekommenderad | Min | Max | Rekommenderad | Min | Max | Rekommenderad | ||
| SPMT0606-BR | 4325 | 0,10 | 0,25 | 0,20 | 0,6 | 4,5 | 2,0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0,10 | 0,15 | 0,10 | 0,6 | 4,5 | 1,8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0,15 | 0,30 | 0,25 | 0,6 | 4,5 | 2,0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0,10 | 0,15 | 0,10 | 0,6 | 4,5 | 1,8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0,15 | 0,35 | 0,20 | 0,8 | 6,5 | 2,5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0,10 | 0,25 | 0,20 | 0,8 | 6,5 | 2,2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0,20 | 0,50 | 0,30 | 0,8 | 6,5 | 2,5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0,10 | 0,15 | 0,10 | 0,8 | 6,5 | 2,2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0,15 | 0,40 | 0,25 | 1,2 | 9,0 | 3,0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0,10 | 0,30 | 0,20 | 1,0 | 9,0 | 2,5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0,20 | 0,50 | 0,30 | 1,2 | 9,0 | 3,0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0,10 | 0,20 | 0,15 | 1,0 | 9,0 | 2,5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0,20 | 0,40 | 0,30 | 1,2 | 1,0 | 3,8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0,20 | 0,30 | 0,25 | 1,0 | 12,0 | 3,0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0,25 | 0,50 | 0,30 | 1,2 | 12,0 | 3,8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0,10 | 0,20 | 0,15 | 1,0 | 12,0 | 3,0 | 10 | 20 | 15 |
Åtdragningsmoment
Skärskruv
| ISO | ANSI | Icke-ISO | Kod | Storlek | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0,9 | 0,7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3,0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3,0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0,8 | 0,59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1,7 | 1,25 | ||
| SP12 | 416,1–833 | M3,5 | 10IP | 2 | 1,48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4,7 | |
CoroBore® BR30
| | 90°-skär | 84°-skär | |||||||||||
| Storlek | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Skruvdimension | ISO | ANSI | Icke-ISO | Nm | Ft/lbs | Skruvdimension |
| A | 35 | 40,5 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 | SP06 | 4,8 | 3,5 | M 4 | ||
| 39,5 | 45 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 | SP06 | 4,8 | 3,5 | M 4 | |||
| B | 44 | 50,5 | CC06 | CC2(1.5) | 9 | 6,6 | M 4 | SP06 | 9 | 6,6 | M 4 | ||
| 49,5 | 56 | CC06; CC09 | CC2(1.5); CC3(2.5) | 9 | 6,6 | M 5 | SP08 | 9 | 6,6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11,8 | M 6 | SP08 | 16 | 11,8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5); CC43 | 16 | 11,8 | M 6 | SP12 | 16 | 11,8 | M 6 | |||
| D | 69 | 78,5 | CC12 | CC43 | 16 | 11,8 | M 6 | SP12 | 16 | 11,8 | M 6 | ||
| 77,5 | 87 | CC12 | CC43 | 16 | 11,8 | M 6 | SP12 | 16 | 11,8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN12 | SN43 | SP13 | 75 | 55,3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN13 | SN44 | SP14 | 75 | 55,3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN14 | SN45 | SP15 | 75 | 55,3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN15 | SN46 | SP16 | 75 | 55,3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75,0; 120,0 | 55,3; 88,5 | M 10; M 12 | SN15 | SN54 | SP17 | 75,0; 120,0 | 55,3; 88,5 | M 10; M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75,0; 120,0 | 55,3; 88,5 | M 10; M 12 | SN16 | SN55 | SP18 | 75,0; 120,0 | 55,3; 88,5 | M 10; M 12 | |
Verktygshållarsystem
Böjstyvhet och vridmomentöverföring är de viktigaste faktorerna att beakta vid val av verktygshållare för uppborrning. Första val bör alltid vara verktyg med Coromant Capto-koppling, som erbjuder utmärkt repeterbarhet och marknadens bästa stabilitetsegenskaper.
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
