

Snabbväxling med QS™-hållarsystem
Så använder du QS™-hållarsystemet
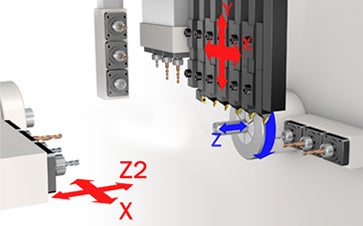
Maskinkonfigurationer
Få tips om hur du konfigurerar din automatsvarv och annan praktisk information om den här maskintypen.
Läs mer
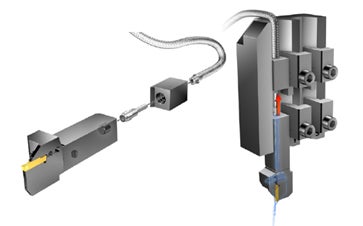
Så monterar och demonterar du skärvätskesatsen
Så monterar du
- Kontrollera att slangänden inte är skadad (ett litet ringmärke efter tidigare montering är OK). Skär ett nytt och jämnt snitt med en vass kniv om änden är skadad.
- Tryck in slangänden ordentligt i den undre delen av M6-banjokopplingen.
- Sätt fast M6-inpassningen, inklusive slangen, på QS-HP-stoppet, montera den i maskinen och dra åt ordentligt.
- Montera maskinsidans slangkoppling, maskininpassning och kopparbricka i maskinen och dra åt ordentligt.
- Mät ut hur lång slangen behöver vara. Ta hänsyn till maximal verktygsrörelse och minsta böjningsradie 75 mm (3 tum). Lägg till lite marginal om slangen ska kunna tas bort och sättas fast flera gånger, så att man kan jämna till eventuell skada i slangänden.
Obs! Om slangen är för lång löper den större risk att skadas i maskinen av spånor.
- Skär slangen till lämplig längd med en vass kniv.
- Tryck in slangänden ordentligt i den undre delen av maskinsidans inpassning
Så demonterar du
Håll stadigt i snabbkopplingens ring mot inpassningen (bort från slangen) och dra loss slangen från inpassningen. Du kan behöva ta i.
Obs! Inspektera regelbundet om skärvätskesatsen har fått några skador. Byt slangen om den är skadad. Använd gängtejp för att förhindra läckage i skruvinpassningarna.


| Ring |
| M6-banjokoppling |
Rekommendationer
Kilar för QS™-hållarsystem
Vilken kil som man ska använda beror på maskinens varumärke, modell och skaftstorlek. Använd tabellen för att hitta en lämplig kil för automatsvarven.
| Kil | Maskinmärke | Modell | Skaftstorlek | |
| ISO metriskt | ANSI tum | |||
| QS-150 | Tsugami | BH 38 | 1616 | 10 (5/8) |
| QS-160 | Tsugami | BS 32/BS 20 | 1616 | 10 (5/8) |
| QS-140 För främre placering | Tsugami | S 205/S 206/S 207 | 1212 | 08 (1/2) |
| QS-140 HP För bakre placering | Tsugami | S 205/S 206/S 207 | 1212 | 08 (1/2) |
| QS-130 För främre placering | Tsugami | B0,BS,BU,BM,BN,BA och BW-modeller | 1212,1616 | 08 (1/2),10 (5/8) |
| QS-410 | Hanwa | XD 20H,J/XD 26H | 1212 | 08 (1/2) |
| QS-450 | Hanwa | XD 32H | 1616 | 10 (5/8) |
| QS-10 | Citizen | R04/R07 | 808 | 6 (3/8) |
| QS-20 | Citizen | A16,C12,K12,K16,L16,L20 | 1010 | 6 |
| QS-30 | Citizen | A20,B20,C16,C20,C32,K12,K16,L16,L20 | 1212 | |
| QS-30A | Citizen | A20,B20,C16,C20,C32,K12,K16,L16,L20 | 08 (1/2) | |
| QS-31 | Citizen | L16 VIII, L720 | 1212 | |
| QS-31A | Citizen | L16 VIII, L720 | 08 (1/2) | |
| QS-40 | Citizen | L32,M20,M32 | 1616 | |
| QS-40A | Citizen | L32,M20,M32 | 10 (5/8) | |
| QS-31 | Doosan | PUMA ST20G | 1212 | |
| QS-40 | Doosan | PUMA ST32G | 1616 | |
| QS-130 | Tornos | Delta 12/20 | 1212,1616 | 08 (1/2),10 (5/8) |
| QS-230 | Nexturn | SA20 | 1212 | |
| QS-230A | Nexturn | SA20 | 08 (1/2) | |
| QS-240 | Nexturn | SA26 | 1616 | 10 (5/8) |
| QS-351 (För bakre och främre placering för avstickningsverktyg) | Star | SB-16,SC20,SE12/16 | 1010 | 6 (3/8) |
| SE16B,SR16,SR20,SR20R | 1212 | 08 (1/2) | ||
| S25/32J | 1616 | 10 (5/8) | ||
| QS-352 (För främre placering, svarvverktyg) | Star | SB-16,SC20,SE12/16 | 1010 | 6 (3/8) |
| SE16B,SR16,SR20,SR20R | 1212 | 08 (1/2) | ||
| S25/32J | 1616 | 10 (5/8) | ||
| QS-371 För främre placering | Star | SB16, SV30 | 1010 | 6 (3/8) |
| QS-372 För bakre placering | Star | SB16, SV30 | 1010 | 6 (3/8) |
| QS-361 | Star | SB20R | 1212 | 08 (1/2) |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
