Fórmulas e definições de fresamento
Encontre a ferramenta de corte específica para sua tarefa e
receba imediatamente os dados de corte recomendados.
Aqui você encontra uma coleção de fórmulas e definições de fresamento muito úteis, que são usadas para o processo de fresamento, fresas e brocas, técnicas de fresamento entre outros. Saber como calcular a velocidade de corte, o avanço por dente ou a taxa de remoção de metal corretos é essencial para os bons resultados de qualquer operação de fresamento.
f Avanço da mesa, v (mm/min) | f Avanço da mesa, v (pol/min) |
 |  |
c Velocidade de corte, v(m/min) | c Velocidade de corte, v (pés/min) |
 |  |
| Velocidade do fuso, n (r/min) | Velocidade do fuso, n (rpm) |
 |  |
z Avanço por dente, f(mm) | z Avanço por dente, f (pol) |
 |  |
n Avanço por rotação, f (mm/rot) | n Avanço por rotação, f (pol./rot.) |
 |  |
3 Taxa de remoção de metal, Q (cm/min) | 3 Taxa de remoção de metal, Q (pol/min) |
 |  |
c Potência líquida, P (kW) | c Potência líquida, P (HP) |
 |  |
c Torque, M(Nm) | c Torque, M(lbf-pés) |
 |  |
| Símbolo | Designação/definição | Métrico | Imperial |
| ae | Profundidade radial de corte | mm | polegadas |
| ap | Profundidade do corte axial | mm | polegadas |
| DCap | Diâmetro de corte na profundidade de corte ap | mm | polegadas |
| Dm | Diâmetro usinado (diâmetro da peça) | mm | polegadas |
| fz | Avanço por dente | mm | polegadas |
| fn | avanço por rotação | mm/r | polegadas |
| n | Velocidade do fuso | rpm | rpm |
| vc | Velocidade de corte | m/min | pés/min |
| ve | Velocidade de corte efetiva | mm/min | pol./min |
| vf | Avanço da mesa | mm/min | pol./min |
| zc | Número efetivo de dentes | pçs | pçs |
| hex | Espessura máxima de cavacos | mm | polegadas |
| hm | espessura média dos cavacos | mm | polegadas |
| kc | Força de corte específica | N/mm2 | N/ pol.2 |
| Pc | Potência líquida | kW | HP |
| Mc | Torque | Nm | lbf-pés |
| Q | Taxa de remoção de metal | cm3/min | pol.3/min |
| KAPR | Ângulo de posição | grau | |
| PSIR | Ângulo de ataque | grau | |
| BD | Diâmetro do corpo | mm | polegadas |
| DC | Diâmetro de corte | mm | polegadas |
| LU | Comprimento utilizável | mm | polegadas |
O processo de fresamento - definições
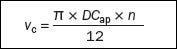
Velocidade de corte,vc
Indica a velocidade de contato na qual a aresta usina a peça.
Velocidade de corte efetiva ou real, ve
Indica a velocidade de contato no diâmetro efetivo (DCap). Este valor é necessário para determinar os dados de corte reais na profundidade do corte efetiva (ap). Este é um valor particularmente importante ao usar as fresas de pastilha redonda, fresa Ball Nose e todas as fresas com raios de canto maiores, bem como fresas com um ângulo de posição menor que 90 graus.
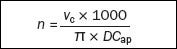
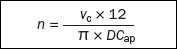
Velocidade do fuso, n
O número de rotações que a ferramenta de fresamento realiza por minuto no fuso. Este é um valor orientado à máquina, o qual é calculado a partir do valor de velocidade de corte recomendado para uma operação.
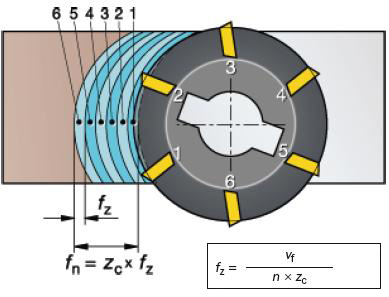
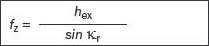
Avanço por dente, fz
Um valor para o cálculo do avanço da mesa. O valor de avanço por dente é calculado a partir do valor da espessura máxima do cavaco recomendada.
Avanço por rotação, fn
Valor auxiliar que indica a distância que a ferramenta se move durante uma rotação completa. Ele é usado especificamente para cálculos de avanço e costuma determinar a capacidade de acabamento de uma fresa.
Avanço por minuto, vf
Também conhecido como avanço da mesa, avanço da máquina ou velocidade de avanço. É o avanço da ferramenta em relação à peça em distância por unidade de tempo em relação ao avanço por dente e ao número de dentes na fresa. O número de dentes da fresa disponível na ferramenta (zn) varia consideravelmente e é usado para determinar o avanço da mesa, enquanto o número efetivo de dentes (zc) é o número efetivo de dentes em corte. Avanço por rotação (fn) em mm/rot (pol./rot) é um valor usado especificamente para calcular o avanço e, muitas vezes para determinar a capacidade de acabamento de uma fresa.
Espessura máxima do cavaco, hex
Este valor é o resultado da largura fresada e está relacionado ao (fz), (ae) e (kr). A espessura de cavaco é uma consideração importante ao decidir o avanço por dente, a fim de assegurar que seja usado um avanço de mesa mais produtivo.
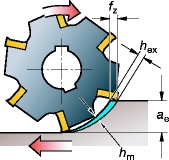
Espessura média do cavaco, hm
Um valor útil na determinação da força de corte específica, usada para cálculos de potência líquida.
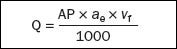
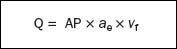
Taxa de remoção de metal, Q (cm3/min)
O volume de metal removido em mm cúbicos por minuto (pol3/minuto). Ele é definido usando os valores de profundidade de corte, largura e avanço.
Força de corte específica, kct
Uma constante do material que é um fator usado para cálculos de potência, expresso em N/mm2
Tempo de usinagem, Tc (min)
Duração da usinagem (lm) dividida pelo avanço da mesa (vf).
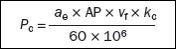
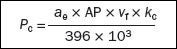
Potência líquida, Pc e eficiência, ηmt
Valores orientados à máquina-ferramenta, que auxiliam no cálculo da potência líquida para assegurar que a máquina possa lidar com a fresa e a operação.
Técnicas de fresamento – definições
Fresamento em rampa linear
Um movimento reto simultâneo em direções de avanço axial e radial.
Fresamento circular
Um percurso da ferramenta circular em um nível z constante (interpolação circular).
Usinagem em rampa circular
Um percurso da ferramenta de usinagem em rampa circular (interpolação helicoidal).
Fresamento waterline
Fresamento em um nível z constante.
Fresamento a ponto
Um corte radial raso com pastilha redonda ou fresas de ponta esférica nas quais a zona de corte é movida para longe do centro da ferramenta.
Cristas
Uma configuração com cúspides que ocorre ao produzir superfícies esculpidas.
Fórmulas específicas para fresamento
Fórmulas para fresamento com uma aresta de corte reta
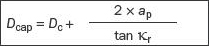
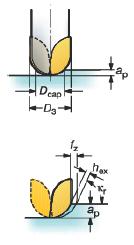
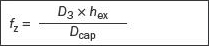
Diâmetro máx. de corte em profundidade específica (mm).
Faceamento (peça centralizada), aresta reta e fresamento lateral (ae > Dcap/2) mm
Fresamento lateral (ae < Dcap/2) aresta reta mm.
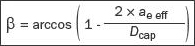
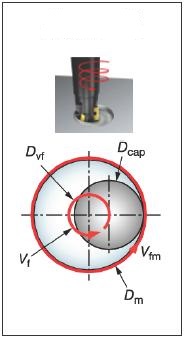
Fórmulas para fresas com pastilhas redondas
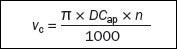
Diâmetro máx. de corte em profundidade específica (mm)
Pastilha redonda para faceamento (ae > Dcap/2) (mm)
Fresamento lateral (ae < Dcap/2) e pastilha redonda (ap < iC/2) mm.

Fresas de topo Ball Nose
Diâmetro máx. de corte em profundidade específica (mm).
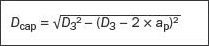
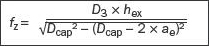
Avanço por dente (mm/dente), fresa centralizada.
Avanço por dente (mm/dente), fresamento lateral
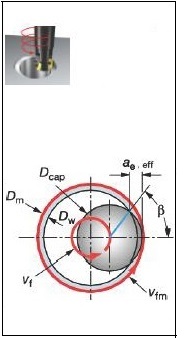
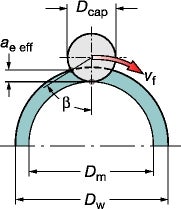
Usinagem em rampa circular interna (3 eixos) ou fresamento circular (2 eixos)
Versão calculada

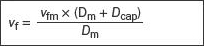
Avanço periférico (mm/min)
Avanço do centro da ferramenta (mm/min)
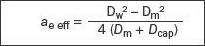
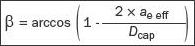
Profundidade de corte radial (mm)
Em uma peça sólida onde Dw = 0 e ae eff = Dm/2
Avanço por dente (mm)

Ao abrir um furo,
Avanço por dente (mm)
Usinagem em rampa circular em uma peça sólida
Usinagem em rampa circular ou fresamento circular para alargamento de um furo.
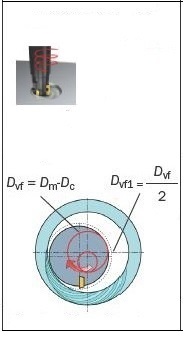
Fresamento circular com uma entrada por rolagem no percurso da ferramenta, Dvf1
Fórmulas para usinagem em rampa circular externas (3 eixos) ou fresamento circular (2 eixos)
Versão calculada
Avanço periférico (mm/min)
Avanço do centro da ferramenta (mm/min)

Avanço por dente (mm)

Definições de pastilha para fresamento
Geometria da pastilha
Um estudo mais detalhado da geometria da aresta revela dois importantes ângulos na pastilha:
-
ângulo de saída (γ)
-
Ângulo da aresta de corte (β)
A macro geometria foi desenvolvida para trabalho em condições leves, médias e pesadas.
-
A geometria L (Leve) tem uma aresta mais positiva, porém mais fraca (γ maior, β menor)
-
A geometria H (Pesada) tem uma aresta mais forte, porém menos positiva (γ pequeno, β maior)
A macro geometria afeta muitos parâmetros no processo de corte. Uma pastilha com um aresta forte pode trabalhar com cargas maiores, mas também gera forças de corte mais altas, consome mais potência e gera mais calor. Geometrias de material otimizado são designadas com a letra de classificação ISO. Por exemplo, geometrias para ferro fundido: KL, KM e KH.

| | Geometria | | |
|---|---|---|---|
| Parâmetros | L | M | H |
| Resistência da aresta | Baixa | Médio | Alta |
| Forças de cortes | |||
| Consumo de potência | |||
| Espessura máx. dos cavacos | |||
| Calor gerado |
Desenho de canto da pastilha
A parte mais importante da aresta para produção da superfície é a fase paralela bs1 ou, quando aplicável, uma fase Wiper convexa bs2 ou raio de canto, rε.
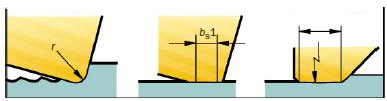
Raio de canto, r Fase paralela (bs1)Fase Wiper (bs2)
Definições da fresa
Ângulo de posição, (kr) (graus)
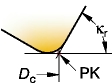
O principal ângulo da aresta (kr) da fresa é o fator dominante pois afeta a direção da força de corte e a espessura de cavaco.
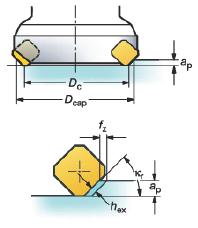
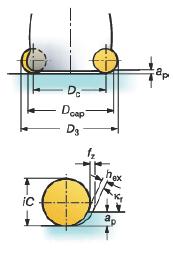
Diâmetro da fresa – Dc (mm)
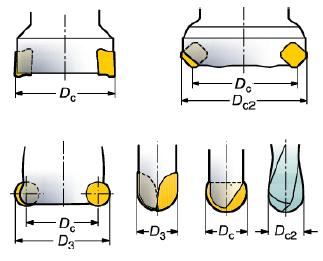
O diâmetro da fresa (Dc) é medido no ponto (PK), onde a principal aresta encontra a fase paralela.
O diâmetro mais importante a ser considerado é o (Dcap) – o diâmetro de corte efetivo na profundidade do corte efetiva (ap) – usado para o cálculo da velocidade de corte real. D3 é o maior diâmetro da pastilha, para algumas fresas ele equivale a Dc.
Profundidade de corte – ap (mm)
A profundidade de corte (ap) é a diferença entre a superfície usinada e não usinada na direção axial. ap máximo é limitado principalmente pelo tamanho da pastilha e a potência da máquina.
Outro fator crítico em operações de desbaste é o torque e nas operações de acabamento, a vibração.
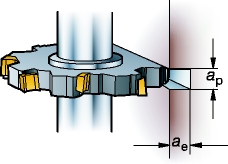
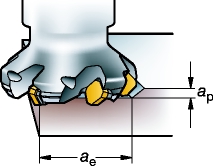
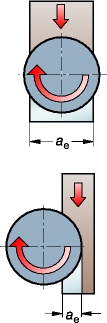
Largura de corte, ae (mm)
A largura radial da fresa (ae) em contato no corte. Especialmente crítica no passo de furação em mergulho e para a vibração no fresamento de cantos, onde o ae máximo é especialmente critico.
Imersão radial, ae/Dc
Imersão radial (ae / Dc) é a largura do corte em relação ao diâmetro da fresa.
Número de arestas de corte efetivas na ferramenta, zc
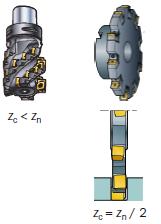
Para a determinação do avanço da mesa (vf) e da produtividade. Geralmente tem uma influência crítica no escoamento dos cavacos e na estabilidade operacional.
O número de arestas de corte total na ferramenta, zn
Distância entre as arestas de corte efetivas, u
Para um diâmetro da fresa no fresamento, é possível escolher entre diferentes passos: largo (L), fino (M), extrafino (H). Um X incluso no código, descreve a versão da fresa que possui um passo um pouco mais estreito do que o desenho básico

Passo diferencial
Indica um espaço diferente entre os dentes em uma fresa. Esta é uma forma muito eficiente para minimizar as tendências à vibração.