
CoroMill® 178
Monolityczne narzędzia węglikowe i z szybkotnącej stali proszkowej (PM-HSS) do wydajnej obróbki kół zębatych i wielowypustów metodą Power Skiving

Wysoka produktywność i elastyczność
Możliwość wykonania całego przedmiotu na jednej obrabiarce wielozadaniowej lub w centrum obróbkowym, przy jednym ustawieniu, co skraca czas produkcji, zapewnia wyższą jakość, ułatwia obsługę i obniża koszty logistyki.

Krótszy czas jednostkowy
Znaczne skrócenie czasu jednostkowego obróbki w porównaniu z tradycyjnymi metodami takimi jak przeciąganie, dłutowanie lub frezowanie obwiedniowe.
Wydajne także przy obróbce na sucho
Metoda Power Skiving jest efektywna także na sucho, co eliminuje koszty chłodziwa i sprawia, że obróbka jest bardziej przyjazna dla operatora i środowiska.
Obszar zastosowań

- Koła zębate o uzębieniu wewnętrznym i zewnętrznym oraz wielowypusty
- Obróbka kół zębatych walcowych o zębach prostych i śrubowych
- Obróbka zgrubna i wykończeniowa
- Zakres zastosowań, frezy CoroMill® 178 z węglika i szybkotnącej stali proszkowej (PM-HSS):
Zakres średnic: 8–120 mm (0.315–4.72 cala)
Średnica trzonka: 8, 10, 12, 16, 20, 25, 32, 40 mm (0.315, 0.394, 0.472, 0.630, 0.787, 0.984, 1.260, 1.575 cala)
Moduł: wielowypust 0.8–5, koło zębate 0.5–3
Obszar zastosowań wg ISO: ISO P - Zakres zastosowań, frezy cylindryczne CoroMill® 178B i CoroMill® 178:
Zakres średnic głowicy: 15.875, 19.05, 25.4, 31.75, 38.05, 49.9 mm (0.625, 0.750, 1.000, 1.250, 1.500, 1.965 cala)
Zakres średnic trzonka: 8, 10, 12, 16, 20, 25 mm (0.315, 0.394, 0.472, 0.630, 0.787, 0.984 cala)
Moduł: wielowypust 0.8–5, koło zębate 0.5–3
Obszar zastosowań wg ISO: ISO P, ISO S i ISO H
Obszar zastosowań wg ISO
Asortyment produktów

Frez walcowy CoroMill® 178
Średnica skrawania:
15.4–49.7 mm (0.606–1.957 cala)
Średnica trzonka:
8–25 mm (0.315–0.984 cala)
Moduł, wielowypust:
0.8–5
Moduł, koło zębate:
0.5–3
Promień wierzchołka:
0,4 mm (0.016 cala)
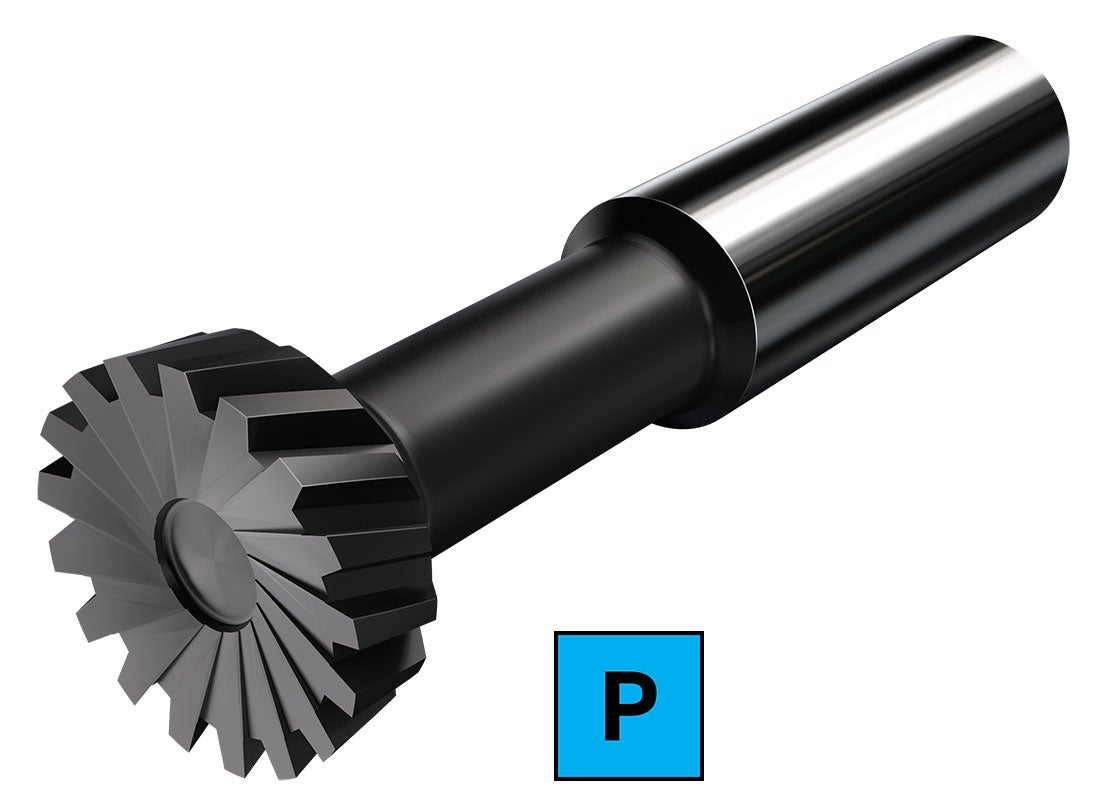
CoroMill® 178, węglikowy, chwyt tradycyjny
Średnica skrawania:
8‒100 mm (0.315‒3.94 cala)
Średnica chwytu:
8‒32 mm (0.315‒1.25 cala)
Moduł, wielowypust:
0.7‒5 (DP 36‒5)
Moduł, koło zębate:
0.5–4 (DP 51–6.5)
Promień wierzchołka:
0.1 mm (0.004 cala)
CoroMill® 178, szybkotnąca stal proszkowa, chwyt tradycyjny
Średnica skrawania:
8‒120 mm (0.315‒4.72 cala)
Średnica chwytu:
8–40 mm (0.315‒1.57 cala)
Moduł, wielowypust:
0.8‒5 (DP 32‒5)
Moduł, koło zębate:
0.6–6 (DP 42–4)
Promień wierzchołka:
0.12 mm (0.005 cala)

CoroMill® 178, węglikowy, mocowanie trzpieniowe
Średnica skrawania:
45‒120 mm (1.77‒4.72 cala)
Średnica otworu:
16‒40 mm (0.630‒1.57 cala)
Moduł, wielowypust:
0.7‒5 (DP 36‒5)
Moduł, koło zębate:
0.5–4 (DP 51–6.5)
Promień wierzchołka:
0.1 mm (0.004 cala)
CoroMill® 178, szybkotnąca stal proszkowa, mocowanie trzpieniowe
Średnica skrawania:
45‒200 mm (1.77‒7.87 cala)
Średnica otworu:
16‒40 mm (0.630‒1.57 cala)
Moduł, wielowypust:
0.8‒5 (DP 32‒5)
Moduł, koło zębate:
0.6–6 (DP 42–4)
Promień wierzchołka:
0.12 mm (0.005 cala)
Jak zamawiać
Narzędzia do frezowania Power Skiving są dostępne w ofercie jako rozwiązanie niestandardowe. W celu uzyskania bardziej szczegółowych informacji należy skontaktować się z najbliższym przedstawicielem firmy Sandvik Coromant.
W ramach rozwiązania Sandvik Coromant oferowane są narzędzia, wsparcie w zakresie zastosowań, a także oferta usług konsultacyjnych dotyczących wykonalności technicznej.
Dostępne są również narzędzia do fazowania i usuwania zadziorów, które uzupełniają narzędzia do metody Power Skiving.
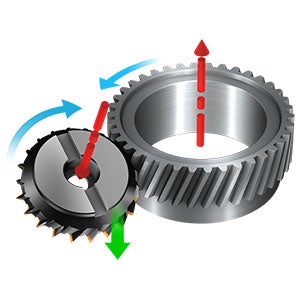
Na czym polega metoda Power Skiving?
Obróbka metodą Power Skiving to ciągły proces skrawania, umożliwiający wykonanie całej pracy przy jednym ustawieniu. W zasadzie jest to kombinacja frezowania obwiedniowego i dłutowania. Kluczowe znaczenie dla produktywności mają kąt przecięcia pomiędzy osiami narzędzia i koła zębatego oraz prędkość obrotowa.
Kolejną zaletą tej metody jest możliwość obróbki w sąsiedztwie występów, co pozwala projektować obrabiane przedmioty z większą swobodą.
Polecamy
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn
