
Wymiennik ciepła
Energia zgromadzona w paliwach kopalnych zostaje zamieniona na elektryczność w elektrowni. Elektrownia spala węgiel i ropę – a także alternatywne źródła energii: biomasę i drewno – w celu wytworzenia pary. Wymienniki ciepła wyposażone w rury gładkie lub użebrowane znajdują się w układach wstępnego podgrzewania kotłów. Wymienniki ciepła są też wykorzystywane w przemyśle naftowym i gazowniczym oraz w energetyce jądrowej.

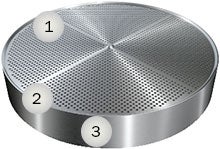
1. Płyta do wymiennika ciepła
Płyty ścian sitowych do wymienników ciepła
Jądrowe wymienniki ciepła pracują pod wysokim ciśnieniem, dlatego grubość płyt do wymienników ciepła (HEP) wynosi około 600–800 mm (23.622–31.496 cala). Do ich wykonania wykorzystuje się stale niskowęglowe w połączeniu z okładzinami z superstopów żaroodpornych z grupy ISO S lub ze stali nierdzewnej.
2. Wiercenie płytkich otworów przy użyciu
wiertła CoroDrill® 870
3. Toczenie narzędziami dodatnimi CoroTurn®107 i ujemnymi T-Max® P
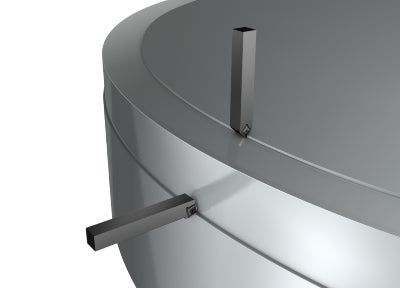
Wiercenie płytkich otworów

Płytkie otwory w płytach do wymienników ciepła służą do mocowania rur od strony zbiornika. Płyty mocujące mają zwykle grubość około 30 mm (1.181 cala). Otwory najczęściej wierci się w stosie cienkich płyt. Najczęściej stosowanym materiałem jest stal nierdzewna ze względu na wymóg dużej odporności na korozję.
Do obróbki tego typu zalecamy wiertła ®CoroDrill 870.
Więcej ogólnych informacji dotyczących obróbki wiertarskiej można znaleźć tutaj.
Wyzwania w obróbce
- Niezawodność przebiegu obróbki
- Maksymalna liczba płyt w stosie
- Mała trwałość
®Rozwiązanie - wiertła CoroDrill 870
- Niezawodny i bezpieczny przebieg obróbki
- Łatwość i bezpieczeństwo wymiany końcówki
- Optymalny przebieg odprowadzania i kontroli wiórów
- Duża, przewidywalna trwałość i wysoka produktywność
- Niski koszt jednostkowy i doskonała jakość wykonania otworu
Toczenie ciężkie
Typowy rodzaj obróbki ciężkiej to toczenie dużych podzespołów o nierównej powierzchni z bardzo dużą, zmienną głębokością skrawania. Ma ono na celu usunięcie odkuwek lub skóry odlewniczej, a także innych uszkodzeń na powierzchni przedmiotu. Po wyrównaniu powierzchni przedmiot jest gotowy do dalszej obróbki.
Do tych zastosowań zalecamy dodatnie i ujemne płytki ®T-Max P i ®CoroTurn 107.
Więcej informacji na temat ciężkiej obróbki tokarskiej można znaleźć tutaj.
Wyzwania w obróbce
- Niezawodność przebiegu obróbki
- Maksymalna liczba płyt w stosie
- Dobra trwałość narzędzia
Rozwiązanie: T-Max®
P i CoroTurn 107
®
- Niezawodność i bezpieczeństwo nawet w obróbce zgrubnej
- Pełny asortyment systemów mocowania i podawania chłodziwa - do wszystkich materiałów i zastosowań
- Możliwość optymalizacji za pomocą narzędzi z tłumieniem drgań
