
Rozwiązania do ekonomicznej, wysokiej jakości obróbki rowków pod pierścienie uszczelniające dla przemysłu naftowego i gazowniczego

Rowki do osadzenia pierścieni uszczelniających są ważnymi elementami wielu przedmiotów wytwarzanych dla sektora naftowego i gazowniczego, dlatego wymagają dużej dokładności wykonania i wysokiej jakości wykończenia powierzchni. Ze względu na wysoką cenę i duży stopień złożoności przedmiotu priorytetowe znaczenie ma bezpieczeństwo obróbki. Dodatkowe wyzwanie wynika z częstego stosowania materiałów trudnych w obróbce, takich jak Inconel 718 czy okładziny z Inconelu 625.
Rozwiązania narzędziowe do obróbki rowków pod pierścienie uszczelniające API dla przemysłu naftowego i gazowniczego
Wyzwania stojące przed obróbką
Wiele konwencjonalnych metod obróbki rowków do osadzania pierścieni uszczelniających obarczona jest sporym ryzykiem i spowalnia produkcję. Dostępne w sprzedaży konwencjonalne narzędzia tokarskie przeprowadzają obróbkę zgrubną i wykończeniową w kilku etapach, z wysokimi siłami skrawania i niewielką trwałością. Obróbka przebiega bezpiecznie, ale jest powolna i kosztowna, oraz nie daje swobody wyboru średnicy rowka.
SpiroGrooving™
SpiroGrooving to technika zaawansowana, a przy tym nieskomplikowana - prawdziwy przełom w dziedzinie narzędzi tokarskich, zdecydowanie upraszczający obróbkę rowków do osadzania pierścieni uszczelniających. Technika jest wykorzystywana razem z systemem CoroBore XL. Droga narzędzia jest wyznaczana metodą spirograficzną, co umożliwia wykonywanie rowków do osadzania pierścieni uszczelniających z dużą dokładnością, w bardzo bezpieczny i produktywny sposób.
W technice SpiroGrooving narzędzie jest prowadzone po drodze stożkowej i porusza się tak, jak przy zagłębianiu skośnym, z tym że zagłębienie narzędzia następuje ze skokiem ustalonym dla każdego obrotu. Generator kodu numerycznego pozwala wyliczyć drogę narzędzia w oparciu o kilka parametrów wejściowych: średnicę rowka, skok na przejście i ustaloną maksymalną grubość wiórów. Ustawienie narzędzia odbywa się w kilku łatwych krokach.
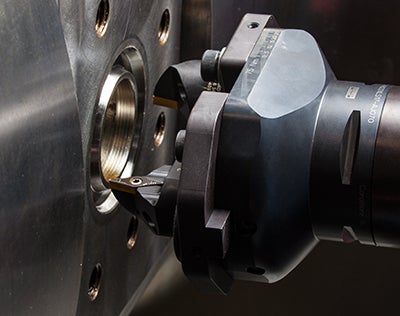
To rozwiązanie doskonale nadaje się do wykonywania rowków na uszczelnienie w stali i stali nierdzewnej przed nałożeniem okładziny. Wyjątkowy system wytaczarski CoroBore XL z wewnętrznym doprowadzaniem chłodziwa ułatwia obróbkę materiałów trudno skrawalnych. Obróbkę zgrubną i wykończeniową przeprowadza się w jednym etapie, co pozwala znacząco skrócić czas maszynowy i poprawić produktywność.
Główne zalety
SpiroGrooving™ spełnia wszystkie podstawowe wymagania w zakresie wydajności i niezawodności obróbki rowków do osadzania pierścieni uszczelniających:
- Znaczne skrócenie czasu skrawania dzięki zastosowaniu wyższych parametrów skrawania
- Wysoki poziom bezpieczeństwa obróbki
- Duża wszechstronność zastosowań niewielkiego kompletu narzędzi
- Szybkie i łatwe programowanie ruchów narzędzia i wrzeciona przy użyciu specjalnego generatora kodu numerycznego.
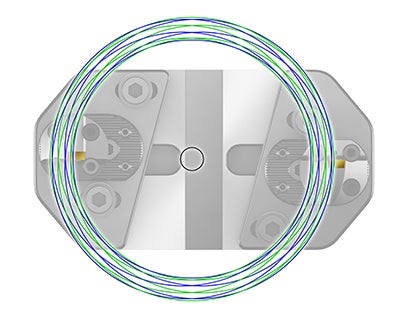
Spirograf
W technice SpiroGrooving narzędzie porusza się po drodze stożkowej wyznaczanej metodą stosowaną w spirografie. W ten sposób uzyskujemy cieńsze wióry, co przekłada się na uzyskanie lekkiego przebiegu skrawania z wyższymi posuwami. Niektóre punkty na ostrzu płytki pracują w sposób przerywany, co zapobiega okręcaniu się długich wiórów wokół narzędzia i wrzeciona.
Elementy systemu narzędziowego
Narzędzia zostały opracowane w oparciu o najnowocześniejsze, sprawdzone rozwiązania standardowe. Modułowość jest gwarancją dużej wszechstronności w obróbce rowków. Konwencjonalne metody obróbki wymagają użycia nowego zestawu narzędzi do każdego rodzaju lub wielkości rowka, natomiast w technice SpiroGrooving jedno narzędzie można zastosować do rowków o różnych średnicach, z dużą wszechstronnością i przy niewielkich zapasach narzędzi.
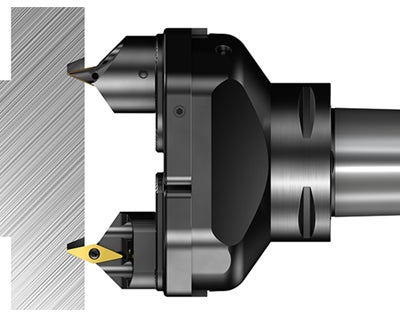
W systemie SpiroGrooving wykorzystywane są nieskomplikowane i pomysłowo zaprojektowane narzędzia z dwiema płytkami typu V, bazujące na znanym systemie wytaczarskim CoroBore® XL. W połączeniu z modułowością systemu narzędziowego Coromant Capto® otrzymujemy specjalistyczne rozwiązanie do obróbki rowków do osadzania pierścieni uszczelniających


System SpiroGrooving z CoroBore™ XL
| Właściwości przedmiotu obrabianego | Rowki BX-154 w korpusie stalowego zaworu Średnica: 101 mm (3.99 cala) Szerokość rowka: 15.4 mm (0.606 cala) Głębokość: 7.5 mm (0.297 cala) | |||||
| vc | n | Obróbka zgrubna vf | Obróbka wykończeniowa vf | ap | Czas łączny | |
| Konkurencyjne rozwiązanie do obróbki rowków do osadzania pierścieni uszczelniających | 187 m/min (614 stopy/min) | 500 obr./min | 100 mm/min (4 cale/min) | 50 mm/min (2 cale/min) | 1 mm/cykl (0.04 cala) | 2 min |
| vc | n | Obróbka zgrubna vf | Obróbka wykończeniowa vf | Podziałka | Czas łączny | |
| SpiroGrooving™ za pomocą CoroBore XL | 300 m/min (984 stopy/min) | 922 obr./min | 392 mm/min (15 cale/min) | 50 mm/min (2 cale/min) | 2 mm/obr. | 50 s |
Czas maszynowy przy użyciu konwencjonalnego rozwiązania wieloostrzowego do zgrubnego i wykończeniowego toczenia promieniowego wynosił łącznie dwie minuty. To rozwiązanie nie dawało swobody wyboru średnicy rowka, a jego ustawianie trwało stosunkowo długo.
Po wdrożeniu systemu SpiroGrooving™ czas maszynowy uległ skróceniu do 50 sekund. Narzędzie można stosować do obróbki wielu innych rodzajów rowków, z łatwością modyfikując jego ustawienie. Dzięki nowej metodzie obróbka przedmiotu trwa o ponad połowę krócej.
58%
SKRÓCENIE
CZASU
OBRÓBKI

