
Hoe koelmiddel te gebruiken bij afsteken en groefsteken

Het gebruik van koelmiddel en smering heeft grote invloed op de procesveiligheid bij afsteken en groefsteken. Bij een correcte toepassing verlaagt het de temperatuur bij de snijzone en verbetert het de spaanverwijdering.
Inwendig tegenover uitwendig koelmiddel
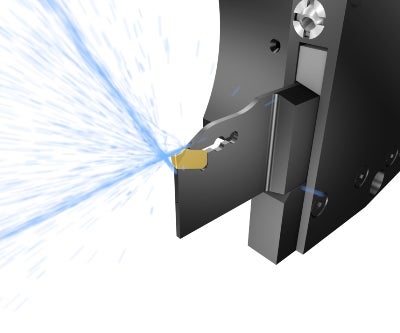
Wanneer een uitwendig koelmiddel wordt gebruik bij afsteken en groefsteken, dan is de hoeveelheid koelmiddel die daadwerkelijk in de groef komt, vooral bij diepe groeven, zeer gering. Daarom is het koelende effect gering. Met inwendig koelmiddel, dat met een grote nauwkeurigheid wordt ingespoten, bereikt het koelmiddel de snijkant zelfs in diepe groeven.
Voordelen met precisiekoelmiddel
- Hogere snijgegevens of de mogelijkheid om een taaiere hardmetaalsoort te gebruiken
- Verbeterde spaanbeheersing en oppervlakte-afwerking
- Langere standtijd
Boven- of onderkoeling? Of beide?
Afhankelijk van uw bewerkingscondities kunt u kiezen voor gereedschappen met inwendige boven of onderkoeling. Soms heeft u slechts één nodig, maar u krijgt het beste effect door ze beide tegelijkertijd te gebruiken.
De effecten van bovenkoeling
Bovenkoeling verbetert de spaanbeheersing, wat de sleutel is tot een lange gereedschapslevensduur en weinig stilstand van de machine. Koelmiddel van boven kan ook de snijkantsopbouw verminderen.
De effecten van onderkoeling
Onderkoeling verlaagt de temperatuur en tegelijkertijd de flankslijtage. Ook wordt de spaanverwijdering verbeterd. Een verlaagde temperatuur maakt ook het gebruik van zachtere wisselplaatsoorten mogelijk met potentieel verbeterde gereedschapslevensduur en snijgegevens. Bij gebruik in combinatie met taaiere wisselplaatsoorten resulteert dit in een meer voorspelbaar en betrouwbaard bewerkingsproces. Onder-koeling is gunstig bij lange sneden waar de temperatuur vaak een beperkende factor is.
De impact van koelmiddel op verschillende materialen
Het koelend effect is het grootste bij het bewerken van materialen met een geringe warmtegeleiding, zoals bepaalde soorten roestvast staal en hittebestendige superlegeringen. Koelmiddel heeft ook een grote invloed op aanladende materialen zoals koolstofarm staal, aluminium en duplex roestvast staal.
Verschillende materialen met unieke eigenschappen qua bewerkbaarheid
Aanbevelingen
Gebruik de juiste druk
Eenvoudig gesteld: hoe meer koelmiddeldruk u toevoegt, des te beter de gereedschapslevensduur en spaanbeheersing. Er zijn echter uitzonderingen. In bepaalde situaties kan de standtijd korter worden bij gebruik van drukken boven 100 bar (1450 psi). Een lage koelmiddeldruk kan de gereedschapslevensduur en spaanbeheersing tot op zekere hoogte verbeteren, terwijl koelmiddeldruk in het bereik van 30–80 bar (435–1160 psi) beide significant zal verbeteren.
Vermijd te lage temperaturen en snijkantsopbouw

Te lage temperaturen kunnen snijkantsopbouw op de wisselplaat veroorzaken
Door een te lage temperatuur kan de standtijd afnemen, met name bij het bewerken van roestvast staal. Dit leidt tot een snijkantsopbouw (BUE) gebied. Wanneer dit optreedt, kan het nodig zijn de temperatuur te verhogen. Dit kan het beste worden gedaan door:
- Verhoging van de voeding en de snelheid. Verhoog bij gebruik van Inwendig koelmiddel de snijsnelheid met 30 tot 50 procent
- Wanneer een snijkantsopbouw optreedt bij het afsteken naar het centrum, schakel dan het koelmiddel uit nadat de toerenlimiet van de machine is bereikt
