
CoroTurn® 300
효과적이고 우수한 품질의 선삭 가공
성능
고객 사례: 자동차
| 가공물: | 스티어링 가공물 |
| 가공물 소재: | 단조면 저합금강, P2.1.Z.AN, 125 HB |
| 가공 공정: | 외경 축 중삭 가공 |
| 절삭 시간: | 가공물당 15초 |
+190%
공구 수명
| 절삭 조건 | ||
| vc, m/min (ft/min) | 113 (371) 참고: 스핀들이 최대 1800 RPM으로 작동 | |
| fn, mm/rev (in/rev) | 0.3 (0.012) | |
| ap, mm (inch) | 0.5 (0.020) | |
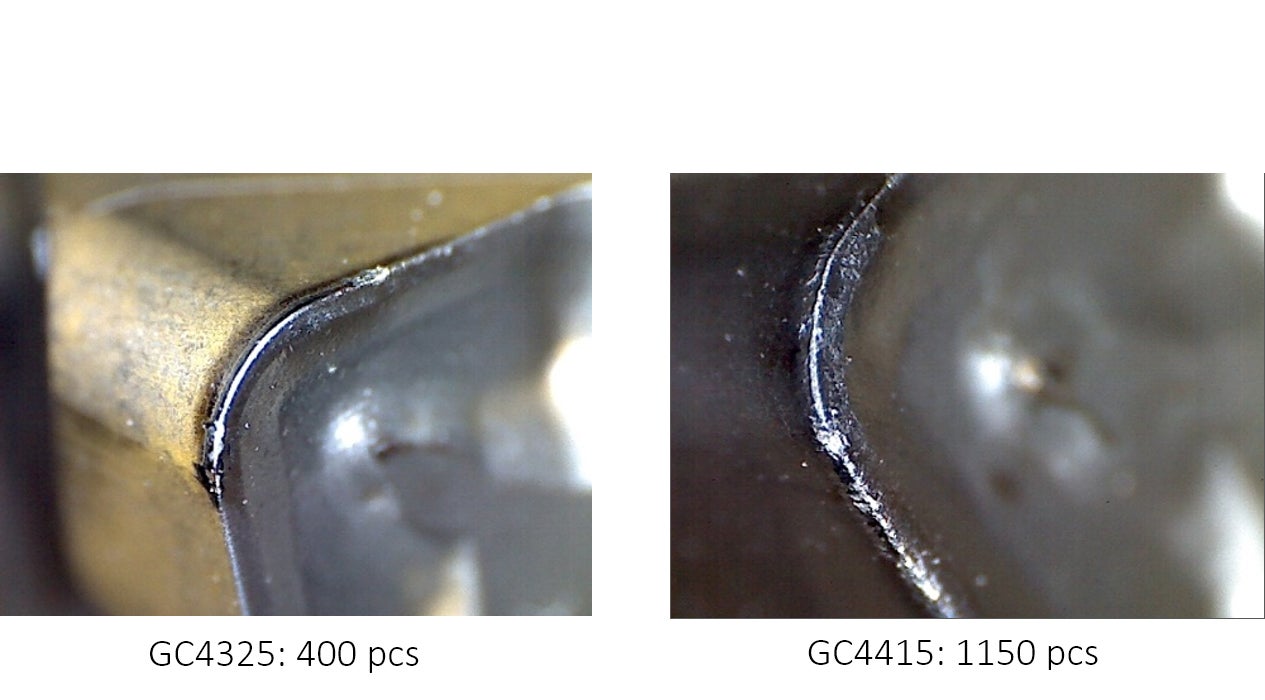
| 결과 | 기존 재종 GC4325 | 신재종 GC4415 |
| 인서트 | 3-80-101108-8-M5 | 3-80-101108-8-M5 |
| 공구 수명, 개 | 400 | 1150 |
| 공구 교환 이유 | 공구 수명 테스트 | 공구 수명 테스트 |
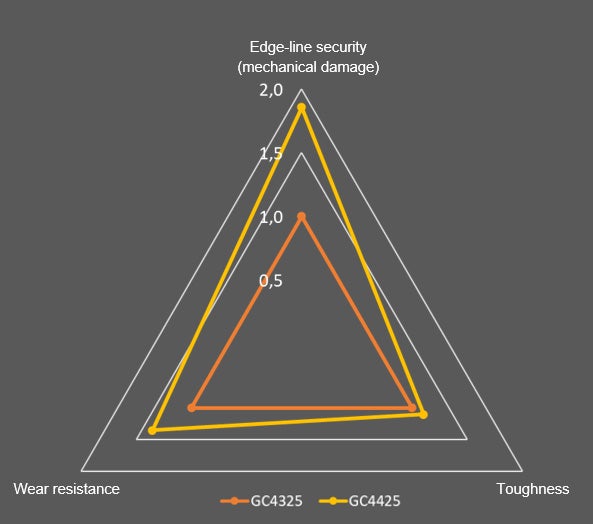
성능
GC4325 vs. GC4425
실행한 테스트: 열 단속(기계적손상), 기본 인성 및 내마모성
결과:
- GC4425에서는 내마모성과 인성이 향상되었습니다.
- GC4425의 성능이 GC4325에 비해 100% 향상되었을 때 인선 안정성 테스트를 중단했습니다.

절삭 시간 = 40분
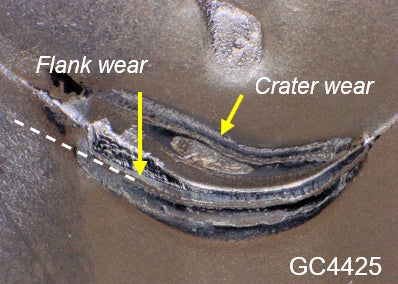
절삭 시간 = 54분
공구 마모 비교: 상면 마모 때문에 공구 수명이 제한되었습니다. 파선은 기본 절삭날의 전면 마모 위치를 나타냅니다.
고객 사례
| 산업 분야 | 자동차 | 공구수명(개수) | |
| 가공 방법 | 외경 축 방향 및 단면 가공 | 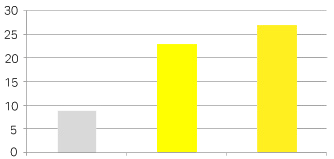 | |
| 절삭 시간 (분/가공물) | 1.19 | ||
| 가공물 | 외부 CV 조인트 | ||
| 가공물 소재 | 단조 저합금강, P2.1.Z.AN | ||
| 절삭유 압력 | 3 bar (43.5 psi) | ||
| 절삭 조건 | |||
| vc m/min (ft/min) | 350 (1148) | ||
| fn mm/r (inch/rev) | 0.35 (.014) | ||
| ap mm (inch) | 2.5 (.10) | ||
| 결과 | WNMG 080408-PF 4325 | CoroTurn 300 1 | CoroTurn 3002 |
| 공구 홀더 | C4-DWLNL-27050-08 | C4-3-80-LL27055-10C | C4-3-80-LL27055-10C |
| 재종 | GC4325 | GC4325 | GC4325 |
| 공구 수명, 개 | 9 | 23 | 27 |
| 공구 교환 이유 | 사전 결정된 가공물 수 | 사전 결정된 가공물 수 | 사전 결정된 가공물 수 |
| 1 상부 및 하부 절삭유 사용, 2 하부 절삭유만 사용 | |||
| -PF 형상과 표준 홀더에서 CoroTurn 300과 -L4 형상으로 바꾸자 상부 및 하부 절삭유를 사용할 때는 공구 수명이 156% 증가했고 하부 절삭유만 사용할 때는 200%나 증가했습니다. |
WNMG, -PF GC4325 | L4, GC4325(상부/하부 절삭유 사용) | L4, GC4325(하부 절삭유 사용) |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형