
CoroMill® MH20
고이송 포켓 밀링 가공
지침
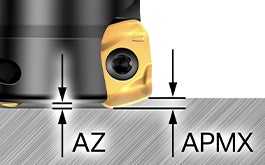
최대 절입 깊이(APMX)
최대 절입 깊이:
IC06: 0.8 mm (0.031 inch)
IC08: 1.3 mm (0.051 inch)
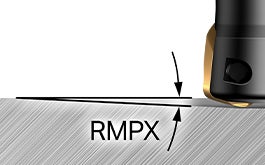
램핑 각도(RMPX)
램핑 각도:
IC06: 3.6°–10.1°
IC08: 1.7°–10.7°

프로그래밍 반경(REEQ)
프로그래밍 반경:
IC06: 2.0 mm (0.079 inch)
IC08: 2.5 mm (0.098 inch)
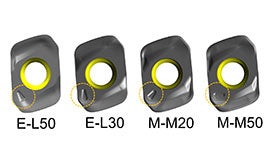
형상 마킹
인서트의 마킹이 눈에 잘 띄어서 형상을 쉽게 구분할 수 있습니다.
적용 팁
성공적인 램핑 가공을 위한 3가지 요소
램핑 가공은 포켓을 가공할 때 공작물에 효율적으로 접근할 수 있는 방법입니다. 성공적인 램핑 가공을 위해 올바르게 적용해야 하는 3가지 고려사항이 있습니다.
플런지 가공
플런지 밀링 가공 시 다날 맞물림을 위해 추가 크로스 피치를 사용해야 합니다. 성공적인 플런지 밀링 작업을 위한 팁을 확인해 보십시오. 아래 추천사항 섹션에서 절삭 데이터를 참조하거나 샌드빅 코로만트 지식 페이지에서 플런지 가공에 대해 더 자세히 알아보십시오.
추천사항
코드 키
커터 바디
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- 밀링 가공
- 고이송
- 제품군 = 2
- 버전 = 0
- 인치식 커터
- R = 우승수
- DCX
- 커플링 유형
A/O = 원통형(미터식/인치식)
Q/R = 아버(미터식/인치식)
EH = EH 어댑터
- 커플링 크기
- 인서트 크기
- 피치: L/M/H
인서트
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- 밀링 가공
- 고이송
- 제품군 = 2
- 버전 = 0
- 인서트 크기
- 두께
- 프로그래밍 반경
- 날 품질
E: 외측 연마급
M: 프레스 성형
- 형상
- 재종
형상
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| 외측 연마급 형상 | 외측 연마급 형상 | 프레스로 성형한 형상 | 프레스로 성형한 형상 |
| ISO S 및 M | ISO S 및 M | ISO P 및 H | ISO P |
|
|
|
|
절삭 조건, 추천 이송
| ISO 영역 | 재종 | 인서트 크기 | 형상 | fz, 시작값(최소-최대) | |
| mm/z | inch/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
절삭 조건, 추천 절삭 속도
| ISO 영역 | 재종 | vc, (최소-최대) | |
| m/min | feet/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
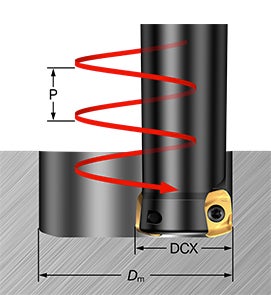
헬리컬 램핑 가공
| 미터식 커터(DCX) | 인치식 커터(DCX) | IC06 인서트 | IC08 인서트 | ||||||
| 최대 ap 0.8 mm (.031 inch) | 최대 ap 1.3 mm (.051 inch) | ||||||||
| 최대 램핑 각도(RMPX) | 최대 Dm | 평면부 최소 Dm | 최소 Dm | 최대 램핑 각도(RMPX) | 최대 Dm | 평면부 최소 Dm | 최소 Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
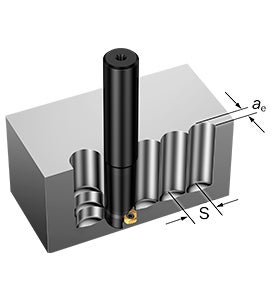
플런지 밀링 가공
오버행 L ≤ 3×D

주의! S가 ≤ 20 mm이어야 합니다.
| IC | 최대 ae, mm (inch) | 이송, mm/z (in/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
오버행 L ≥ 3×D

주의! S가 ≤ 20 mm이어야 합니다.
| IC | 최대 ae, mm (inch) | 이송, mm/z (in/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号