비회전식 드릴링

비회전식 드릴링이란?
비회전식 드릴링은 드릴 대신 가공물이 회전하는 방법입니다. 이 방법을 사용할 경우 드릴을 기계의 중심선과 정렬하는 것이 매우 중요합니다.
비회전식 드릴링의 정렬 권장사항
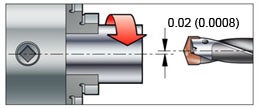
최상의 성능을 위해 공구 런아웃이나 TIR(총 인디케이터 런아웃)을 최소화하십시오.
주의: 인서트 교환형 드릴은 홀이나 디스크의 하단에서 볼 수 있는 작은 중심 코어를 생성합니다. 코어의 크기는 0.05-0.15 mm (0.002-0.006 inch) 이내여야 합니다. 그렇지 않을 경우 날 파손, 진동, 오버사이즈 홀, 드릴 바디 마모 등이 발생할 수 있습니다. 드릴을 회전할 때 코어 치수는 위치가 다르기 때문에 다양합니다.
솔리드 초경 드릴
인서트 교환형 드릴
교환형 팁 드릴
비회전식 드릴의 정렬
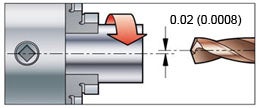
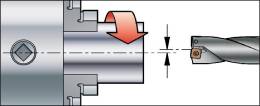
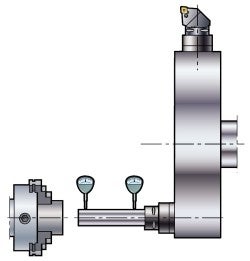
드릴이 스핀들 축과 평행하도록 정렬해야 합니다. 그렇지 않을 경우 오버사이즈 또는 언더사이즈 홀이나 깔때기 모양 홀이 생성될 수 있습니다. 다이얼 인디케이터와 테스트 바를 사용해 측정할 수 있습니다.
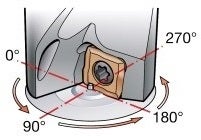
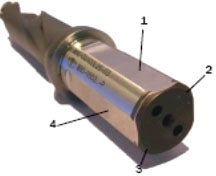
4개의 평면부가 있는 드릴(인서트 교환형 드릴)
4개의 평면부가 드릴 섕크 주위에 균등하게 위치한 드릴을 사용합니다. 네 평면부 위치(0°, 90°, 180°, 270°) 각각에 장착된 드릴로 홀을 가공합니다. 홀 측정을 통해 가공물 중심선 대비 외측 인서트의 위치를 알 수 있고, 이를 통해 기계 정렬 상태를 알 수 있습니다.
터릿 처짐으로 인한 정렬 불량
CNC 선반의 터릿 처짐은 특히 높은 부하를 발생시킬 수 있는 큰 드릴과 고이송(fn)을 사용할 때 문제가 될 수 있습니다.
안정성을 테스트하기 위해 낮은 이송률로 홀 하나를 드릴링하고 높은 이송률로 홀 하나를 드릴링한 후 홀 크기를 측정하십시오. 홀 크기에 큰 차이가 있으면 터릿 처짐이 발생할 수 있습니다.
터릿 처짐 최소화 방법
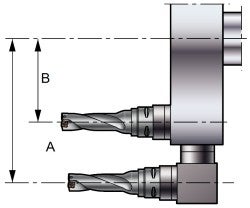
먼저 공구를 다르게 장착해 지렛대 작용을 최소화할 수 있는지 확인하십시오. 항상 터릿 중심에 최대한 가깝게 공구를 장착하십시오. 위치 B가 위치 A보다 바람직합니다.
이 위치가 불가능할 경우 회전당 이송(fn)을 감소시키면 이송력이 감소합니다. 동일한 생산성을 유지하기 위해 속도 vc를 증가시킬 수 있는데, 이는 이송력에 영향을 주지 않습니다.
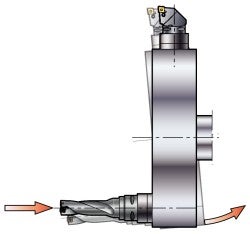
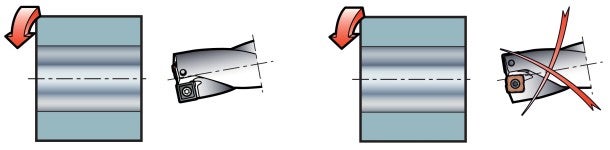
인서트 교환형 드릴의 경우, 터릿 처짐/정렬 불량을 방지할 수 없다면 왼쪽 그림과 같이 드릴 바디의 마모를 방지하기 위해 드릴을 외측 인서트 세트와 함께 장착해야 합니다.