
CoroDrill® 862
Micropunte in metallo duro integrale e diamante policristallino (PCD) ideali per la lavorazione di precisione di piccoli pezzi
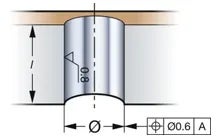
Il foro
I tre principali parametri di base per il foro sono: Il tipo di foro e la precisione richiesta influiscono sulla scelta dell'utensile. L'operazione di foratura può dipendere dalla presenza di superfici di entrata/uscita irregolari o angolate o di fori incrociati.

Il componente
Quando si analizza il foro, considerare anche il materiale del pezzo, la forma del componente e la quantità

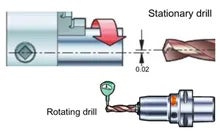
La macchina
La macchina influisce su: Considerare sempre:
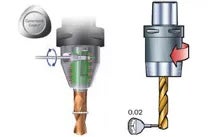
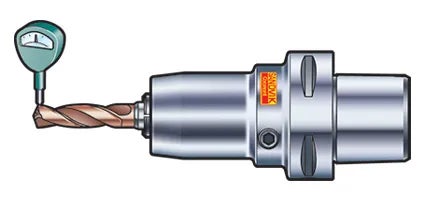
Portautensili
La produttività non dipende solo da qualità e geometria ma anche dalla capacità di bloccare l'utensile in modo saldo e preciso. Per ottenere il massimo in termini di stabilità e qualità del foro, utilizzare sempre Coromant Capto o CoroChuck 930 con la punta più corta possibile e minimizzare la sporgenza.

Consigli applicativi

Selezione corretta degli utensili
Un aiuto per la selezione dell'utensile più adatto.

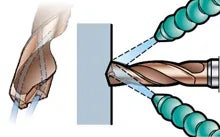
Come ottenere fori di buona qualità
Per ottenere una buona qualità del foro può essere necessario qualche accorgimento supplementare. Ecco alcuni suggerimenti utili.

Considerazioni iniziali
Velocità di taglio e durezza del materiale sono i fattori che incidono maggiormente su durata utensile e assorbimento di potenza.
Raccomandazioni
- Si consiglia di utilizzare mandrini idraulici ad alta precisione
- Si consiglia di utilizzare l’adduzione interna di refrigerante, pressione minima consigliata 10 bar (145 psi)
CoroChuck™ 930 - per i massimi livelli di forza di bloccaggio e precisione

CoroChuck™ 930 a stilo - per una migliore accessibilità
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号