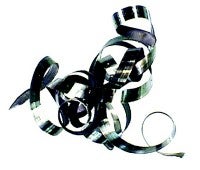
Lunghi trucioli aggrovigliati che si avvolgono attorno all’utensile o al pezzo. Generalmente dovuti a bassi valori di avanzamento e a profondità di taglio basse e/o poco profonde.
Causa
Soluzione
Avanzamento troppo basso per la geometria scelta
Aumentare l'avanzamento
Scegliere una geometria di inserto con caratteristiche di controllo truciolo migliori
Usare un utensile con refrigerante di precisione
Profondità di taglio troppo bassa per la geometria scelta
Aumentare la profondità di taglio, oppure scegliere una geometria con caratteristiche di controllo truciolo migliori
Raggio di punta troppo grande
Scegliere un raggio di punta più piccolo
Angolo di registrazione non adatto
Scegliere un attacco con l'angolo di registrazione (angolo di attacco) più ampio possibile. KAPR = 90° (PSIR = 0°)
Controllo truciolo
Trucioli molto corti, spesso incollati tra loro, dovuti a una difficile rottura del truciolo. La difficile rottura del truciolo spesso riduce la durata utensile o determina la rottura dell'inserto, a causa dell'elevato carico di trucioli sul tagliente.
Causa
Soluzione
Avanzamento troppo elevato per la geometria scelta
Scegliere una geometria studiata per avanzamenti più elevati, preferibilmente un inserto monolaterale
Ridurre l'avanzamento
Angolo di registrazione non adatto
Scegliere un attacco con l'angolo di registrazione (angolo di attacco) più piccolo possibile. KAPR = 45°–75° (PSIR 45–15°)
Raggio di punta troppo piccolo
Scegliere un raggio di punta più grande
Finitura superficiale
La superficie ha un aspetto irregolare, sia al tatto sia alla vista, e non è conforme alle tolleranze specificate.
Causa
Soluzione
I trucioli si rompono contro il componente lasciando dei segni sulla superficie finita
Scegliere una geometria che favorisca l’evacuazione truciolo dal componente
Cambiare angolo di registrazione
Ridurre la profondità di taglio
Scegliere un sistema di attrezzamento positivo con angolo di inclinazione neutro
Superficie irregolare provocata dall’eccessiva usura ad intaglio del tagliente
Selezionare una qualità con una migliore resistenza all'usura per ossidazione, ad es. Cermet
Ridurre la velocità di taglio
Un avanzamento troppo alto abbinato a un raggio di punta troppo piccolo genera una superficie ruvida
Selezionare un inserto raschiante o un raggio di punta più grande
Ridurre l'avanzamento
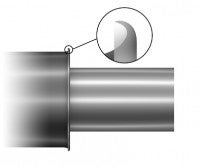
Formazione di bave
Formazione di bave sul pezzo da lavorare in entrata e in uscita dal pezzo.
Causa
Soluzione
Il tagliente non è abbastanza affilato
L’avanzamento è troppo basso per la rotondità del tagliente
Utilizzare inserti con taglienti affilati, inserti con rivestimento PVD o inserti rettificati con basse velocità di avanzamento, < 0.1 mm/giro (0.004 poll./giro)
Usura ad intaglio alla profondità di taglio o scheggiatura
Utilizzare un attacco con angolo di registrazione piccolo
Formazione di bave alla fine o all'inizio del taglio
Terminare o iniziare la passata con uno smusso o un raccordo nella fase di entrata/uscita dal pezzo
Vibrazioni
Elevate forze di taglio radiali dovute a vibrazioni o segni prodotti da vibrazioni causati dagli utensili o dal montaggio degli utensili. Problemi tipici della lavorazione interna con barre di alesatura.
Causa
Soluzione
Angolo di registrazione non adatto
Scegliere un angolo di registrazione più grande (angolo di attacco). KAPR = 90° (PSIR = 0°)
Raggio di punta troppo grande
Scegliere un raggio di punta più piccolo
Arrotondamento del tagliente inadatto o smusso negativo
Scegliere una qualità con rivestimento sottile o non rivestita
Eccessiva usura sul fianco del tagliente
Scegliere una qualità più resistente all’usura oppure ridurre la velocità
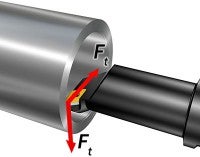
Vibrazioni
Elevate forze di taglio tangenziali.
Causa
Soluzione
La geometria dell’inserto genera forze di taglio elevate
La rottura del truciolo è troppo difficoltosa e genera forze di taglio elevate
Scegliere una geometria di inserto positiva
Ridurre l’avanzamento oppure scegliere una geometria per avanzamenti più elevati
Forze di taglio variabili o troppo basse a causa della profondità di taglio ridotta
Aumentare la profondità di taglio in modo da obbligare il tagliente ad eseguire il taglio
Utensile posizionato in modo non corretto
Controllare il posizionamento in altezza
Instabilità dell’utensile dovuta alla sporgenza elevata
Ridurre la sporgenza
Usare il diametro barra più grande possibile
Utilizzare Silent Tools™ o una barra di metallo duro
Il bloccaggio instabile determina una rigidità insufficiente
Estendere la lunghezza di bloccaggio della barra di alesatura
Per lavorare con dati di taglio ottimizzati, ottenere componenti della migliore qualità possibile e salvaguardare la durata utensile, controllare sempre l'inserto/tagliente dopo la lavorazione. Per una tornitura di successo, fare riferimento a questo elenco di cause e soluzioni delle varie forme di usura dell'inserto.
Usura sul fianco Tipologia di usura preferibile in ogni applicazione. Consente di avere una durata utensile stabile e prevedibile.
Velocità di taglio troppo alta
Qualità troppo tenace
Resistenza all'usura insufficiente
Particelle dure nel materiale da lavorare
Ridurre la velocità di taglio
Selezionare una qualità più adeguata in termini di tenacità o resistenza all'usura
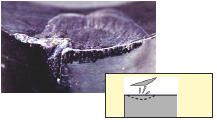
Usura ad intaglio
Materiali con tendenza all’incollamento o all’incrudimento
Utilizzare un angolo di registrazione di ~90° (angolo di attacco ~0°)
Geometria troppo negativa
Selezionare un tagliente più affilato
Ridurre l'angolo di registrazione
Variare la profondità di taglio
Usura per craterizzazione
Valori eccessivi di velocità di taglio e/o avanzamento
Rompitrucioli troppo stretto
Dissoluzione chimica o usura per abrasione
Resistenza all'usura troppo bassa
Ridurre la velocità di taglio o l’avanzamento
Selezionare una qualità più resistente all’usura
Selezionare una geometria più aperta/positiva
Deformazione plastica Depressione Impressione
Valori elevati di carico termico e pressione, temperatura di taglio troppo alta
Qualità troppo tenace/tenera
Adduzione di refrigerante insufficiente
Ridurre carico termico e pressione riducendo la velocità di taglio e/o l'avanzamento
In caso di cedimento del tagliente, ridurre prima l'avanzamento
In caso di cedimento del fianco, ridurre prima la velocità
Selezionare una qualità più resistente all’usura o al calore
Selezionare una geometria più aperta/positiva
Migliorare l’adduzione di refrigerante
Tagliente di riporto (T.d.R.)
Temperatura di taglio troppo bassa
Materiale con tendenza all'incollamento/imbrattamento
Geometria troppo negativa
Rivestimento troppo spesso
Aumentare la temperatura di taglio incrementando la velocità
Selezionare una qualità con rivestimento PVD (meno T.d.R. sui rivestimenti PVD)
Selezionare una geometria più positiva
Sfaldamento
Materiale con tendenza all'imbrattamento
Velocità di taglio troppo bassa
Lavorazione intermittente con refrigerante
Rivestimento troppo spesso
Aumentare la velocità di taglio
Interrompere l'adduzione di refrigerante
Selezionare una qualità con rivestimento più sottile e una migliore sicurezza del filo tagliente (PVD)
Scheggiatura sul tagliente
Condizioni instabili
Qualità troppo dura/fragile
Rivestimento troppo spesso (CVD, che porta allo sfaldamento del filo tagliente)
Rendere più stabili le condizioni della macchina
Selezionare una qualità più tenace
Selezionare una geometria più robusta
Selezionare una qualità con rivestimento più sottile (PVD)
Microfessurazioni termiche
Variazione delle temperature del tagliente
Lavorazioni a taglio interrotto e refrigerante
Qualità sensibile agli shock termici
Utilizzare una qualità con rivestimento più spesso (CVD)
Disattivare il refrigerante o applicarne in abbondanza per uniformare la temperatura
Ridurre la velocità di taglio
Selezionare una qualità con rivestimento più sottile (PVD)
Rottura
Usura eccessiva
È stata scelta una qualità non adatta (troppo tenace/dura)
Dati di taglio non corretti
Ridurre il tempo di taglio: controllare come inizia l'usura e qual è il tipo di usura dominante
Cambiare i dati di taglio
Scegliere una qualità d'inserto/geometria più adatta
Sfaldamento - ceramica
Eccessiva pressione dell'utensile.
Ridurre l'avanzamento
Selezionare una qualità più tenace
Selezionare un inserto con smusso più piccolo o utilizzare un'altra geometria per modificare la direzione delle forze di taglio.
Scheggiatura all'esterno della zona di taglio
Intasamento da truciolo a causa della sfacciatura contro spallamento
I trucioli sono deviati contro il tagliente
Avanzamento o direzione di avanzamento non ottimizzati
Cambiare il percorso dell'operazione (per evitare la sfacciatura contro lo spallamento)
Modificare l'avanzamento
Selezionare una qualità con rivestimento PVD
Selezionare una geometria di inserto che modifichi il deflusso dei trucioli