
Menetmegmunkálási képletek és definíciók
Keresse meg a megfelelő forgácsolószerszámot az adott feladathoz, és
azonnal forgácsolásiadat-ajánlásokat kap.
Látogasson el a CoroPlus® ToolGuide oldalára
Ez a fejezet a menetmegmunkálási képleteket és definíciókat tartalmazza a forgácsolási sebesség, az előtolási sebesség vagy bármely más paraméter kiszámításához a menetesztergálás, a menetmarás vagy a menetvágási műveletek területén. Itt megtalálhatja a nemzetközi szabványoknak megfelelő különböző menetalak-meghatározásokat is.
Menetesztergálási képletek és meghatározások
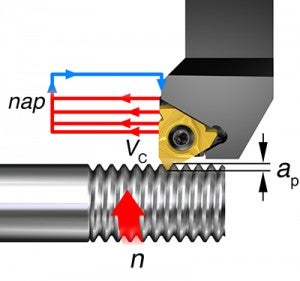
Fogásvétel
A menet teljes forgácsolási mélységét kisebb fogásokra osztva a lapka érzékeny csúcssugara nem terhelődik túl.
Példa: Ha 0,23–0,10 mm (0,009–0,004 col) fogásonkénti forgácsolási mélységet alkalmazunk (radiális fogásvétel), a teljes forgácsolási mélység (ap) és a menet profilmélysége (0,94 mm (0,037 col)), egy 1,5 mm-es (0,06 col) menetemelkedésű metrikus menetre 6 fogásban készül el (nap).
 | 1. fogás, fogásvétel 0,23 mm |
 | = 0,009 col |
 | 2. fogás, fogásvétel 0,42 -0,23 = 0,19 mm |
 | 0,017-0,009 = 0,008 col |
 | 3. fogás, fogásvétel 0,59–0,42 = 0,17 mm |
 | 0,023-0,017 = 0,006 col |
 | 4. fogás, fogásvétel 0,73–0,59 = 0,14 mm |
 | 0,029-0,023 = 0,006 col |
 | 5. fogás, fogásvétel 0,84-0,73 = 0,11 mm |
 | 0,033-0,029 = 0,004 col |
 | 6. fogás, fogásvétel 0,94-0,84 = 0,10 mm |
 | 0,037-0,033 = 0,004 col |
A fogásvétel a következő képlettel számítható ki:
Δap = Radiális fogásvétel, fogásonkénti forgácsolási mélység
X = Pillanatnyi fogás (növekvő érték 1-től nap-ig)
ap = Teljes menetmélység + extra nyersdarab
nap = fogások száma
Y = 1. fogás = 0,3
2. fogás = 1
3. és a többi = x-1
Menetemelkedés 1,5 mm (0,06 col)
ap = 0,94 mm (0,037 col)
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| ap | Fogásvétel, teljes forgácsolási mélység | mm | col |
| n | Főorsó fordulatszáma | ford/perc | ford/perc |
| Vc | Forgácsolási sebesség | m/perc | |
| nap | Fogások száma |
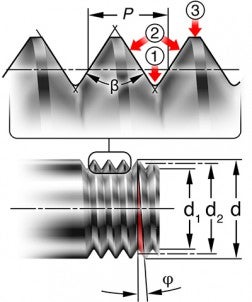
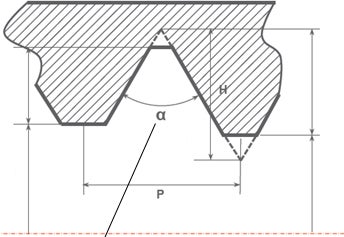
- Tő/alsó rész
Az alsó felület, mely a menet két, egymást követő oldalát köti össze - Felület/oldal
A menetfelület oldala, mely a menetgerincet és a menet tövét köti össze - Menetgerinc/felső rész
A felső felület, amely összeköti a két oldalt vagy felületet.
P = Menetemelkedés, mm vagy menetek colonkénti száma (t.p.i.)
A csavarmenet egy pontja és a következő menet megfelelő pontja közötti távolság a tengellyel párhuzamosan.
β = A menet profilszöge
A menet felületei közötti szög az axiális síkban mérve.
φ = Bekezdési szög (spirálszög)
A menet menetemelkedés-átmérőn lévő szöge a tengelyre merőleges síkhoz képest.
Átmérő paraméterek
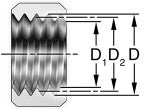
d = Főátmérő, külső
D = Főátmérő, belső
d1 = Kisebb átmérő, külső
D1 = Kisebb átmérő, belső
d2= Osztókörátmérő, külső
D2= Osztókörátmérő, belső
A csavarmenet effektív átmérője; körülbelül a külső és belső átmérő felénél helyezkedik el.
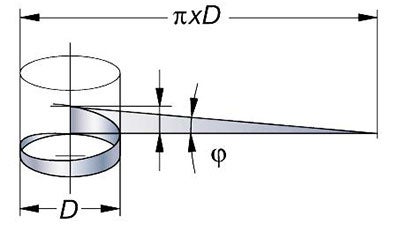
Bekezdési szög (spirálszög)
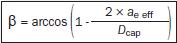
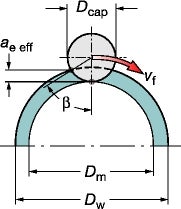
Az elhelyezési szög, φ, (spirálszög) függ a menet átmérőjétől és menetemelkedéstől. Ezt a mérést egy, az alkatrészből kiterített háromszög képviseli. A bekezdési szöget a következő képlettel lehet kiszámolni.
A bekezdési szög kiszámításához használt képlet.
N = bekezdések száma
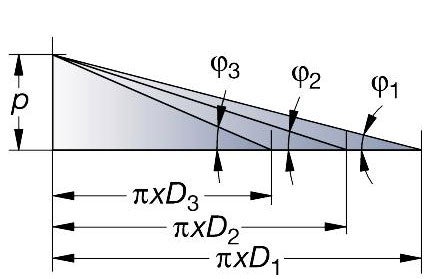
Azonos menetemelkedés különböző átmérőkön eltérő bekezdési szöget eredményez.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Menetmarási képletek és meghatározások
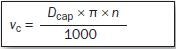
Forgácsolási sebesség (vc)
Metrikus (m/perc)
Angolszász (láb/perc)
Képletek belső menetmaráshoz
Számított változat
Kerületi előtolás (mm/perc) (col/perc)
Radiális fogásmélység (mm)(col)
Szerszámközépponti előtolás (mm/perc) (col/perc)

Fogankénti előtolás (mm) (col)
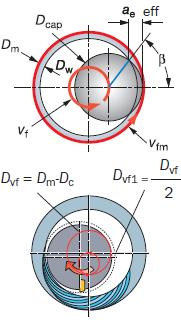
Menetmarás szerszámpályába gördüléssel, Dvf1
Képletek külső menetmaráshoz
Számított változat
Kerületi előtolás (mm/perc) (col/perc) 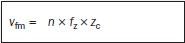 | Szerszámközépponti előtolás (mm/perc) (col/perc) 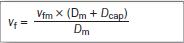 |
Fogankénti előtolás (mm) (col)  | |
 |
Menetvágási képletek és definíciók
Orsófordulatszám (n) (ford/perc)  |  |
Előtolási sebesség  | |
Nyomaték (Md) (Nm)  |
Teljesítmény (P) (kW)  |
| Md | Nyomaték | Nm | col.láb |
| p | Menetemelkedés | mm | col |
| D / DC | Névleges átmérő | mm | col |
| kc | Fajlagos forgácsolóerő | N/mm2 | láb/col2 |
| n | Főorsó fordulatszáma | ford/perc (ford/perc) | ford/perc (ford/perc) |
| P | Teljesítmény | kW | HP |
| vc | Forgácsolási sebesség | m/perc | Láb/perc |
| vf | Előtolási sebesség | mm/perc | col/perc |
A furatméretre vonatkozó képletek
Az alapvető furatméret-számítás a következő képletekkel végezhető el.
Alapfuratméret-számítás menetfúró esetén
|
|
|
|
|
|
|
|

Alapfuratméret-számítás menetformázó esetén
 | |
| |
 | |
|

Alapfuratméret-számítás menetmagassággal menetvágó esetén

| |
| |
| |
|

Alapfuratméret-számítás menetmagassággal menetformázó esetén
 | |
| |
 | |
|


| D | Furatátmérő | mm | col |
| TD | Névleges menetátmérő | mm | col |
| TP | Menetemelkedés | mm | |
| TPI | Menetemelkedés colban | col | |
| TH | Menetmagasság | % | % |
A menetmagasság kiszámítása százalékban,%
A menetmagasság %-ban a belső menet tényleges magasságának és maximális magasságának aránya. Az alábbi példa ISO & UTS standard – 60°-os menetekre vonatkozik.
Példa, M8x1,25
A maximum menetmagasság a szabvány szerint 6/8 H.
H = 0,866 x P
(H = háromszög alapmagasság)
(P = menetemelkedés)
A maximum menetmagasság:
6/8 * (0,866 x 1,25) = 0,811 mm
A tényleges menetmagasság egy Ø6,9 mm-es magfuratnál:
(8 - 6,9) / 2 = 0,55 mm
A menetmagasság ekkor (0,55 / 0,81) x 100 = 68%
 60° menet | ||
| Tényleges menetmagasság | Maximum menetmagasság belső menet esetén (6/8 H) | |
| Ajánlott magfurat Ø | Min. magfurat Ø a szabvány szerint | |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Menetjelölések a nemzetközi szabványoknak megfelelően
Nemzetközi szabványok
Annak biztosítására, hogy a menetkötés két fele (belső és külső) megfelelően illeszkedik egymásba, és a kötés elbírja a megkövetelt terhelést, a meneteknek szabványosaknak kell lenniük. Ezért az elterjedt menettípusokhoz elkészítették a menetalakok nemzetközi szabványait.
ISO metrikus menetmegnevezések
A teljes menetmegnevezés a menetalak és a tűrés számértékeiből áll. A tűrés megnevezése a tűrési fok számából, és a tűrés pozíciójának betűjeléből áll.
Példák
M16–6h
M16: Menetmegnevezés és névleges méret
6h: Tűrésosztály a menetemelkedéshez és a menetgerinc pozíciójához
M10 x 1.25 5g6g
M10: Menetemelkedés
1.25: Tűrésosztály a középátmérőhöz
5g6g: Tűrésosztály a menetgerinc átmérőhöz
Az illesztést a menetes alkatrészek között a belső menet tűrésosztálya és a külső menet tűrésosztálya jelzi perjellel elválasztva.
Tűréspozíciók
A tűréspozíció az alapeltérést határozza meg, és belső menetek esetén nagybetű, külső menetek esetén kisbetű jelöli. A tűrési fokozat és pozíció kombinációja adja meg a tűrésosztályt. A tűrésosztályok értékeit a különböző menetrendszerek szabványai adják meg.
ISO colos menetek (UNC, UNF, UNEF, UN)
Az UN rendszer három tűrésosztályt tartalmaz, 1-től (durva) 3-ig (finom). Egy tipikus UN menet jelölése a következő:
¼” 20 20UNC - 2A
¼” – a fő menetátmérő
20 – Menetemelkedés értéke: menet per col (t.p.i.)
UNC - durva menetet jelöl
2A - Közepes tűrést jelez
ISO - egységesített (UN):
Laza tűrés: 1A (külső menetek), 1B (belső menetek)
Közepes tűrés: 2A (külső menetek), 2B (belső menetek)
Szűk tűrés: 3A (külső menetek), 3B (belső menetek)
Különböző UN menettípusok
| UNC | menetármérő durva menetemelkedéssel |
| UNF | menetármérő finom menetemelkedéssel |
| UNEF | menetármérő extra finom menetemelkedéssel |
| UN | menetátmérő állandó menetemelkedéssel |
Whitworth menetek (G, R, BSW, BSF, BSPF)
A Whitworth csavarmenetek ma már elavultak, de a Whitworth csőmenetek ma is elfogadott nemzetközi szabvány részei. Kétféle tűrésosztály létezik külső, illetve egy tűrésosztály belső Whitworth csőmenetekhez.
Whitworth csőmenetek: BSW, BSF és BSP.F
Tűréspozíció
Finom: A (külső menetek), belső menetek csak egy osztályban
Durva: B (belső menetek), belső menetek csak egy osztályban
Whitworth csőmenet-megnevezések
Ezek a menetek két csoportra vannak osztva:
- Préselt csatlakozások nélkül a meneten, ISO 228/1
- Préselt csatlakozásokkal a meneten, ISO 7/1
