
Marási képletek és definíciók
Keresse meg a megfelelő forgácsolószerszámot az adott feladathoz, és
azonnal forgácsolásiadat-ajánlásokat kap.
Látogasson el a CoroPlus® ToolGuide oldalára
Itt marási képletek és definíciók gyűjteményét találja, amelyek a marási eljárások, marószerszámok, marási technikák és egyebek alkalmazása során lehetnek hasznosak. A megfelelő forgácsolási sebesség, a fogankénti előtolás vagy a fémeltávolítási sebesség megfelelő kiszámítása elengedhetetlen a marási műveletek jó eredményei szempontjából.
f Asztal előtolás, v (mm/perc) | f Asztal előtolás, v (col/perc) |
 |  |
c Forgácsolási sebesség, v(m/perc) | c Forgácsolási sebesség, v (láb/perc) |
 |  |
| Orsófordulatszám, n (ford/perc) | Orsófordulatszám, n (ford/perc) |
 |  |
z Fogankénti előtolás, f(mm) | z Fogankénti előtolás, f (col) |
 |  |
n Fordulatonkénti előtolás, f (mm/ford) | n Fordulatonkénti előtolás, f (col/ford) |
 |  |
3 Fémleválasztási sebesség, Q (cm/perc) | 3 Fémleválasztási sebesség, Q (col/perc) |
 |  |
c Hasznos teljesítményigény, P (kW) | c Hasznos teljesítményigény, P (HP) |
 |  |
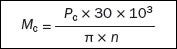
c Nyomaték, M(Nm) | c Nyomaték, M(lbf ft) |
 |  |
| Jelkép | Rendeltetés/meghatározás | Metrikus | Angolszász |
| ae | Radiális fogásmélység | mm | col |
| ap | Axiális fogásmélység | mm | col |
| DCap | ap fogásmélységhez tartozó at forgácsolási átmérő | mm | col |
| Dm | Megmunkált átmérő (alkatrész átmérője) | mm | col |
| fz | Fogankénti előtolás | mm | col |
| fn | Fordulatonkénti előtolás | mm/ford | col |
| n | Főorsó fordulatszám | ford/perc | ford/perc |
| vc | Forgácsolási sebesség | m/perc | láb/perc |
| ve | Effektív forgácsolási sebesség | mm/perc | col/perc |
| vf | Asztal előtolása | mm/perc | col/perc |
| zc | Működő fogszám | db | db |
| hex | Maximális forgácsvastagság | mm | col |
| hm | Átlagos forgácsvastagság | mm | col |
| kc | Fajlagos forgácsolóerő | N/mm2 | N/col2 |
| Pc | Hasznos teljesítmény | kW | HP |
| Mc | Nyomaték | Nm | lbf ft |
| Q | Fémeltávolítási sebesség | cm3/perc | col3/perc |
| KAPR | Belépési szög | fok | |
| PSIR | Elhelyezési szög | fok | |
| BD | Szerszámtest átmérő | mm | col |
| DC | Forgácsolási átmérő | mm | col |
| LU | Hasznos hossz | mm | col |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
A marási folyamat – meghatározások
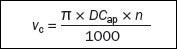
Forgácsolási sebesség, vc
Azt a felületi sebességet adja meg, amelyen a forgácsolóél a munkadarabot megmunkálja.
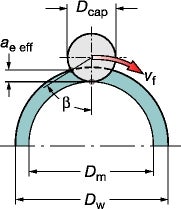
Effektív vagy valódi forgácsolási sebesség, ve
A felületi sebességet adja meg az effektív átmérőn (DCap). Ez az érték szükséges a tényleges forgácsolási adatok meghatározásához a tényleges fogásmélységében (ap). Ez különösen fontos érték, amikor körlapkás marókat, gömbvégű marókat, nagyobb csúcssugárral ellátott marókat, illetve 90 foknál kisebb belépési szöggel rendelkező marókat használ.
Orsófordulatszám, n
A marószerszám percenkénti fordulatszámai az orsón. Ez egy géporientált érték, amelyet egy adott művelet ajánlott forgácsolási sebessége alapján számolnak ki.
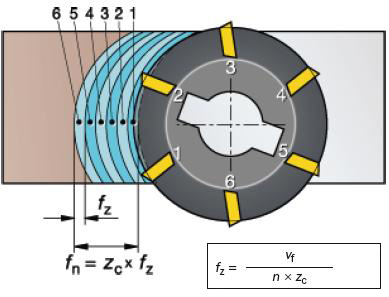
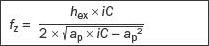
Fogankénti előtolás, fz
Az asztali előtolás kiszámításához használt érték. A fogankénti előtolás értékét az ajánlott maximális forgácsvastagság érték alapján számítják ki.
Fordulatonkénti előtolás, fn
Kiegészítő érték, amely jelzi, hogy a szerszám egy teljes fordulat alatt mennyit halad. Ezt kifejezetten előtolás-számításokhoz használják, és gyakran a szerszám simítóképességének meghatározásához.
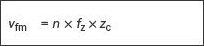
Percenkénti előtolás, vf
Asztali előtolásként, gépi előtolásként vagy előtolási sebességként is ismert. A szerszám előtolása a munkadarabhoz viszonyítva időegység alatt megtett távolságban a fogankénti előtoláshoz és a marószerszám fogainak számához viszonyítva. A szerszámban rendelkezésre álló forgácsolófogak száma (zn) jelentősen változik, és meghatározza az asztali előtolást, miközben a fogak effektív száma (zc) az effektív fogásban lévő fogak száma. A fordulatonkénti előtolás (fn)) mm/ford (col/ford) kifejezetten az előtolás-számításokhoz és gyakran a marószerszám simítóképességének meghatározásához használt érték.
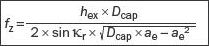
Maximális forgácsvastagság, hex
Ez az érték a marószerszám fogásvételének eredménye, és az (fz), (ae) és (kr) értékektől függ. A forgácsvastagság fontos szempont a fogankénti előtolás meghatározásánál, annak érdekében, hogy a legtermelékenyebb asztali előtolást lehessen alkalmazni.
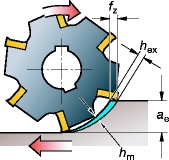
Átlagos forgácsvastagság, hm
Hasznos érték a fajlagos forgácsolóerő meghatározásánál, amelyet a nettó teljesítmény számításához használnak.
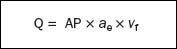
Fémleválasztási sebesség, Q (cm3/perc)
A leválasztott fém mennyisége köb mm/percben, (col3/perc). A fogásmélység, -szélesség és az előtolás értékei alapján határozható meg.
Fajlagos forgácsolóerő, kct
Anyagállandó N/mm2-ben, amely egy teljesítményszámításhoz használt tényező
Megmunkálási idő, Tc (perc)
Megmunkálási hossz (lm) osztva az asztali előtolással (vf).
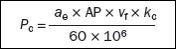
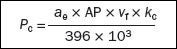
Nettó teljesítmény, Pc és hatásfok, ηmt
Szerszámgép-specifikus értékek, amelyek segítik a nettó teljesítmény kiszámítását annak biztosítására, hogy a gép képes legyen kezelni a marószerszámot és a műveletet.
Marási technikák – meghatározások
Lineáris mélyítés
Egyidejű egyenes mozgás axiális és radiális előtolási irányban.
Körkörös marás
Kör alakú szerszámpálya egy állandó z-szinten (körkörös interpoláció).
Körkörös mélyítés
Körkörös mélyítési szerszámpálya (spirális interpoláció).
Vízszintes marás
Marás állandó z-szinten.
Pontmarás
Sekély sugárirányú marás kerek lapkával vagy gömbvégű maróval, amelyen a forgácsolási zóna el van távolítva a szerszámközépponttól.
Kagyló
Kúp alakú konfiguráció, amely faragott felületek előállítása során lép fel.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Speciális marószerszám-képletek
Az egyenes forgácsolóélű marókra vonatkozó képletek
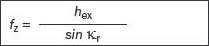
Max. forgácsolási átmérő egy adott mélységben (mm).
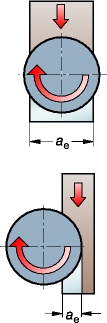
Homlokmarás (középpontos munkadarab), egyenes élű és palástmarás (ae > Dcap/2) mm
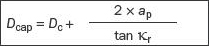
Palástmarás (ae < Dcap/2) egyenes szél mm.
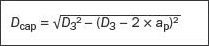
Képletek körlapkás marókhoz
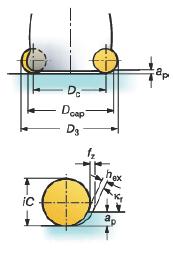
Max. forgácsolási átmérő egy adott mélységben (mm).
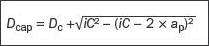
Homlokmarás körlapkával (ae > Dcap/2) (mm)
Palástmarás (ae < Dcap/2) és körlapka (ap < iC/2) mm.

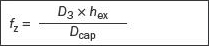
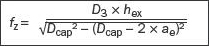
Gömbvégű szármarók
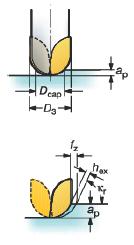
Max. forgácsolási átmérő egy adott mélységben (mm).
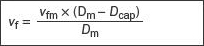
Fogankénti előtolás (mm/fog), központosan elhelyezett marónál.
Fogankénti előtolás (mm/fog), palástmarásnál
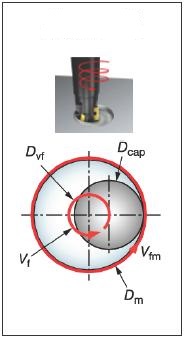
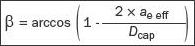
Belső körkörös mélyítés (3 tengely) vagy körkörös marás (2 tengely)
Számított változat

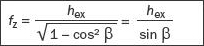
Kerületi előtolás (mm/perc)
Szerszámközéppont-előtolás (mm/perc)
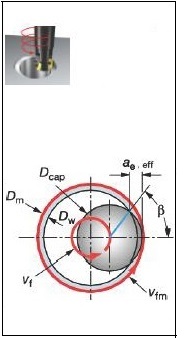
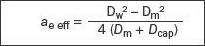
Radiális fogásmélység (mm)
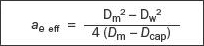
Egy tömör munkadarabban, ahol Dw = 0 és ae eff = Dm/2
Fogankénti előtolás (mm)

Egy furat szélesítésénél,
Fogankénti előtolás (mm)
Körkörös mélyítés tömör munkadarabban
Körkörös mélyítés vagy körkörös marás furat szélesítéséhez.
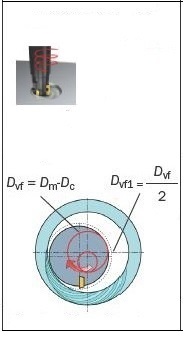
Körkörös fogásba gördüléssel, Dvf1
Képletek külső körkörös mélyítéshez (3 tengely) vagy körkörös maráshoz (2 tengely)
Számított változat
Kerületi előtolás (mm/perc)
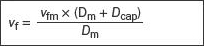
Szerszámközéppont-előtolás (mm/perc)

Fogankénti előtolás (mm)

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Marólapka-definíciók
Lapkageometria
A forgácsolóél geometriájának közelebbi vizsgálata két fontos szöget mutat meg a lapkán:
-
homlokszög (γ)
-
forgácsolóél szöge (β)
A makrogeometria a könnyű, közepes vagy nehéz körülmények között végzett munka számára készült.
-
Az L (könnyű) geometriának pozitívabb, de gyengébb éle van (nagy γ, kis β)
-
A H (nehéz) geometria erősebb, de kevésbé pozitív az él (kis γ, nagy β)
A makrogeometria számos paramétert érint a forgácsolási folyamatban. Egy erős forgácsolóélű lapka nagyobb terhelés mellett működhet, de nagyobb forgácsolóerőket is generál, több energiát fogyaszt és több hőt termel. Az anyagra optimalizált geometriákat az ISO osztályozási betűkkel jelöljük. Például az öntöttvas geometriái: -KL, -KM és -KH.

| | Geometria | | |
|---|---|---|---|
| Paraméter | L | M | H |
| Élszilárdság | Kis | Közepes | Nagy |
| Forgácsolóerők | |||
| Energiafogyasztás | |||
| Max. forgácsvastagság | |||
| Hőfejlődés |
Lapkacsúcs kialakítása
A forgácsolóél legfontosabb része a felület előállításához a párhuzamos élszalag bs1, vagy adott esetben egy konvex Wiper-élszalag bs2 vagy sarokrádiusz rε.
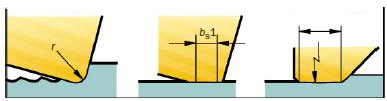
Sarokrádiusz, rPárhuzamos élszalag (bs1)Wiper-élszalag (bs2)
Marószerszám-definíciók
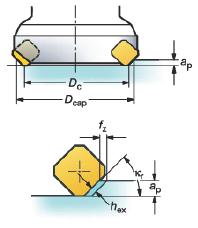
Belépési szög, (kr) (fok)
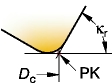
A marószerszám legfontosabb forgácsolóélszöge (kr) a domináns tényező, mivel befolyásolja a forgácsolóerő irányát és a forgácsvastagságot.
Forgácsolási átmérő – Dc (mm)
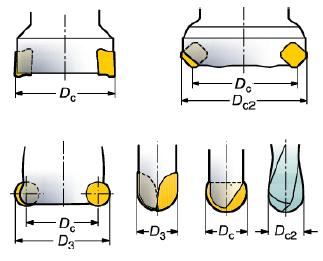
A forgácsolási átmérőt (Dc) azon a ponton (PK) mérjük, ahol a fő forgácsolóél találkozik a párhuzamos élszalaggal.
A legfontosabb átmérő, amelyet figyelembe kell venni, a (Dcap) – az effektív forgácsolási átmérő a tényleges fogásmélységnél (ap) – amely a valódi forgácsolási sebesség kiszámításához használatos. A D3 a lapka legnagyobb átmérője, néhány szerszám esetén értéke Dc.
Fogásmélység – ap (mm)
A fogásmélység (ap) a nem forgácsolt és a forgácsolt felület közötti távolság axiális irányban. Maximum ap, elsősorban a lapka mérete és a gép teljesítménye korlátozza.
A nagyolási műveletek másik kritikus tényezője a nyomaték, a simítási műveleteknél pedig a rezgés.
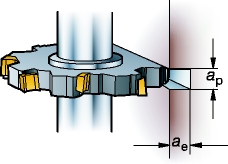
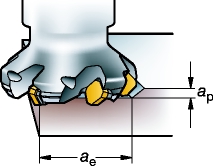
Forgácsolási szélesség, ae (mm)
A szerszám sugárirányú szélessége (ae) fogásban. Különösen kritikus a merülési lépésben és sarokmarás esetén rezgésre, ahol a maximális ae különösen kritikus.
Radiális merülés, ae/Dc
A radiális merülés (ae / Dc) a forgácsolás szélessége a szerszám átmérőjéhez viszonyítva.
Az effektív forgácsolóélek száma a szerszámon, zc
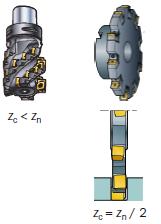
Az asztali előtolás (vf) és a termelékenység meghatározásához. Ez gyakran kritikus hatással van a forgácselvezetésre és a működési stabilitásra.
A forgácsolóélek teljes száma a szerszámon, zn
Az effektív forgácsolóélek közötti távolság, u
Egy adott marószerszám-átmérőhöz különböző fogosztások közül választhat: ritka (-L), sűrű (-M), extra sűrű (-H). A kódhoz adott X olyan maróverziót jelöl, amelynek a fogosztása enyhén sűrűbb, mint az alapkialakítás.

Differenciál fogosztás
Egyenetlen távolságot jelöl a fogak között. Ez egy nagyon hatékony mód a rezgési tendenciák minimalizálására.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
