
CoroTurn® 107
Tournage intérieur et extérieur de pièces minces
Instructions

Instructions d'utilisation
Pour plaquettes rondes et porte-outils avec interface à rail.
Consultation et téléchargement ici

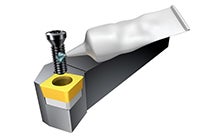
Logement de plaquette
Nettoyer le logement de plaquette et vérifier s'il est en bon état et s'il offre un bon support de l'arête de coupe
Cales-supports et logements de cales-supports
Il est important de s'assurer que les angles de la cale-support n'ont pas été abimés pendant l'usinage ou la manipulation. Les logements de cales-supports ne doivent pas présenter de formation de bourrelets.

Surfaces d'appui
Vérifier l'absence de dommages ou de débris sur les surfaces d'appui et les surfaces de contact.



Indications sur les applications
Usinage de pièces minces
Effet de l'angle d'attaque : il faut toujours s'efforcer de travailler avec un angle proche de 90 degrés ; en effet, un changement même minime de l'angle (dans la plage de 91° à 95°) a un impact sur la direction des forces de coupe pendant l'usinage.
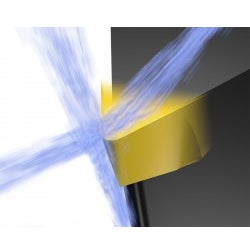
Arrosage par le dessus ou par le dessous, que faut-il utiliser, et dans quelles circonstances ?
L'arrosage de précision par le dessus et le dessous est une stratégie efficace pour résoudre les problèmes de contrôle des copeaux et prolonger la durée de vie des outils. Découvrez comment utiliser l'arrosage correctement et suivez quelques recommandations utiles qui peuvent améliorer vos opérations de tournage.
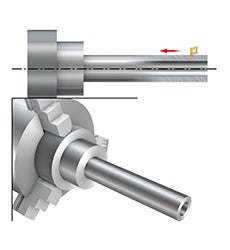
Pièces sensibles aux vibrations
Il est recommandé d'effectuer la coupe en une seule passe afin de diriger les forces vers le mandrin/la broche. L'angle d'attaque permet de diriger les forces de coupe. Un angle d'attaque plus important génère des forces de coupe dirigées vers la broche et réduit les risques de flexion de la pièce.
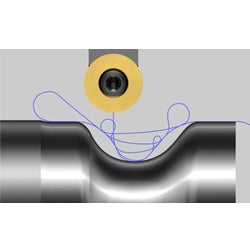
Tournage non linéaire
Le tournage non linéaire est une stratégie efficace pour usiner des poches dans les matières tenaces. Le point d'usure se déplace le long de l'arête de coupe et les risques de vibrations à l'entrée en coupe sont réduits. CoroTurn® 107 avec interface à rail permet d'optimiser les opérations de tournage non linéaire et d'obtenir une plus grande sécurité de process, une plus grande productivité, une durée de vie plus longue et un meilleur contrôle des copeaux ; CoroTurn® 107 avec interface à rail permet aussi de réduire les stocks d'outils.
Recommandations
Plaquette et système
Chariotage extérieur et dressage extérieur
| Finition | Semi-finition | Ébauche | |
| Type de plaquette | C | C | C |
| Taille de plaquette | 09 | 09 | 12 |
| Angle d'attaque | 95° | 95° | 95° |
| Bridage | Vis | Vis | Vis |
Profilage extérieur
| Finition | Semi-finition |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Vis | Vis |
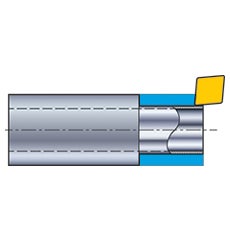
Chariotage intérieur et dressage intérieur
| Finition | Semi-finition | |
| Type de plaquette | T | T |
| Taille de plaquette | 05 | 09 |
| Angle d'attaque | 91° | 91° |
| Bridage | Vis | Vis |
| Ø trou | 6-13 | ≥ 13,5 |
Profilage intérieur
| Finition | Semi-finition |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Vis | Vis |
| ≥ 13 | ≥ 13 |
Nuance de plaquette
| Conditions d'usinage | P | M | K | N | S | H |
| Favorables | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Moyennes | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Défavorables | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Géométrie de plaquette
| Opération | P | M | K | N | S | H |
| Finition | -PF | -MF | -KF | -AL | -UM | S01020 |
| Semi-finition | -PM | -MM | -KM | -AL | -MF | S01020 |
| Ébauche | -PR | -MR | -KR | -AL | -MM | S02030 |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter
