
Epäsäännöllinen pinnan poraus
Epäsäännöllisten pintojen poraaminen voi aiheuttaa liiallisia, epätasaisia voimia poranteräissä, mikä johtaa ennenaikaisiin kulumiseen. On tärkeää noudattaa ohjeita ja tarvittaessa vähentää syöttöä.
Lue lisää kunkin poratyypin haasteista ja strategioista.


Kääntöteräporat
Epäsäännöllinen pinnan poraus
Epäsäännöllinen
Kupera
Kovera
- Käytä mahdollisimman lyhyttä poraa värinäalttiusten vähentämiseen ja taipuman vaikutusten vähentämiseen
- Suositellut lastuamisnopeuden aloitusarvot ja pienin suositeltu syöttö
- Ei suositella 6-7×DC:lle, jos kovera säde on sama tai pienempi kuin poran säde
Esiporatut reiät
- Esiporatun reiän ei tulisi olla suurempi kuin DC/4, jotta lastuamisvoima pysyy tasapainossa keskiö- ja kehäterän välillä hyväksyttävällä tasolla.

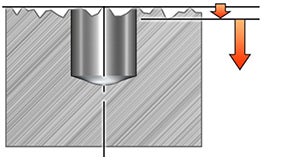
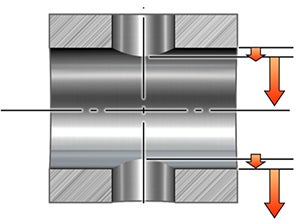
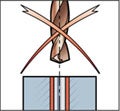
Risteävä reikien poraus
Haasteita:
- Tämä vaikuttaa lastujen poistoon, voi tulla ongelmallisempi
- Risteysten jäysteenpoistaminen on vaikeaa. Jäysteenmuodostuksen on oltava mahdollisimman pieni
- Aiheuttaa enemmän työkalujen kulumista kuin perinteisessä porauksessa
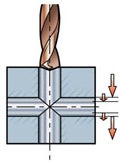
Suuntaviivat:
- Erihalkaisijaisille rei'ille: poraa ensin suurempi reikä jäysteenmuodostuksen vähentämiseksi
- Aloita pienimmällä suositellulla syötöllä reikien ylityksen aikana
- Ei suositella pitkälastuisten aineiden koneistukseen lastunpoiston vuoksi reikien ylittämisen aikana
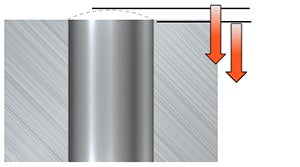
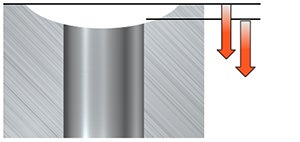
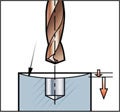
Vinojen sisäänmenojen/ulostulojen poraus
Aiheuttaa epätasaisia ja liiallisia voimia teräsärmässä
- Hakkaava lastuaminen poran siirtyessä työkappaleeseen tai siitä ulostulon aikana
- Lisää värinän mahdollisuutta
- Voi vääristää porausprofiilia
- Aiheuttaa enemmän työkalujen kulumista kuin perinteisessä porauksessa
Yleiset suositukset:
- Vakaus on ratkaisevan tärkeää. Pieni pituuden ja halkaisijan suhde auttaa pitämään toleranssit
- Pienen tasaisen pinnan jyrsintä suositellaan työkappaleita syötettäessä suurella viettovoimalla
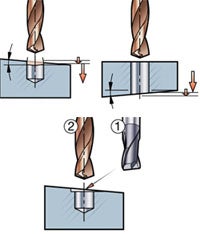
Vinot tai vinot pinnat, sisäänsyöttö
- Käytä mahdollisimman lyhyttä poraa värinäalttiusten vähentämiseen ja taipuman vaikutusten vähentämiseen
- Aloita pienimmällä suositellulla lastuamisnopeudella ja 1/3 pienimmällä suositellulla syötöllä (tai alhaisemmalla), kunnes se on täysin kiinni ja palaa sitten normaaliin syöttöön
- 4–5×DC vino sisäänsyöttö voi olla jopa 15º:n kulmassa
- 6–7×DC vino sisäänsyöttö voi olla jopa 10º:n kulmassa

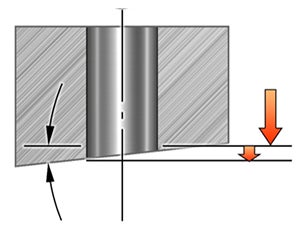
Vinot tai vinot pinnat, ulostulo
- Käytä mahdollisimman lyhyttä poraa värinäalttiusten vähentämiseen ja taipuman vaikutusten vähentämiseen
- Suositellut aloitusarvot lastuamisnopeudelle ja pienin suositeltu syöttö (tai pienempi)
- 4–5×DC vino ulostulo voi olla jopa 15º:n kulmassa
- 6–7×DC vino ulostulo voi olla jopa 5º:n kulmassa
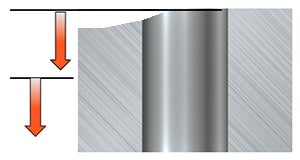
Epäsymmetrisesti kaarevat pinnat porataan
- Käytä mahdollisimman lyhyttä poraa poran taipumisen minimoimiseksi ulospäin keskiöstä vinon pinnan tapaan
- Pienennä syöttö 1/3:aan alkuperäisestä tunkeutumisnopeudesta koveralle pinnalle
- Kaarevan pinnan säteen tulee olla suurempi kuin poran säde
- Ei suositella 6-7×DC-poriin
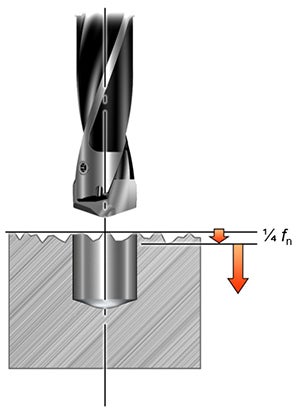
Vapaakärkiset porat
Epäsäännölliset pinnat
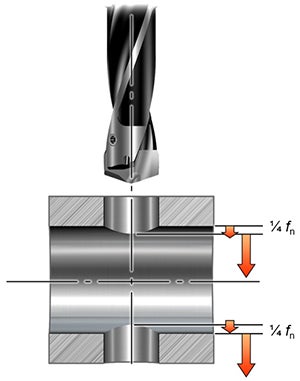
- Pienennä syöttönopeus 1/4:ään normaalista nopeudesta pirstoutumisen välttämiseksi
- Jos olosuhteet ovat epävakaat, tee ohjausreikä (mieluiten lyhyt CoroDrill® 870) tai pistejyrsin tasaisen pinnan luomiseksi.
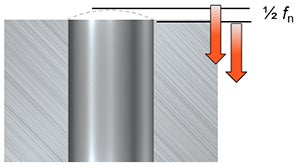
Kuperat/koverat pinnat
Kupera
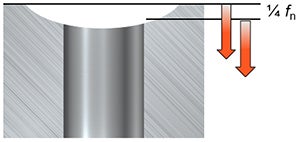
Kovera
- Reiän on oltava kohtisuorassa pintaan nähden
- Pienin suositeltu pinnan säde
- Kupera: 4×DC
- Kovera: 1×DC
- Varmista vakaat olosuhteet ja käytä mahdollisimman lyhyttä poraa
- Pienennä syöttöä sisäänsyötön aikana
- Kupera: normaali nopeus 1/2
- Kovera: 1/4 normaalista nopeudesta
- Tämä voi vaikuttaa reiän laatuun ja työkalujen kestoikään verrattuna suotuisin olosuhteisiin
- Tee alkureikä tai pistejyrsin tasaisen pinnan luomiseksi, jos säde on suositeltua pienempi
Esiporatut reiät
- Ei suositella teräsärmän pirstoutumisriskin takia
Risteävä reikien poraus
Haasteita:
- Tämä vaikuttaa lastujen poistoon, voi tulla ongelmallisempi
- Risteysten jäysteenpoistaminen on vaikeaa. Jäysteenmuodostuksen on oltava mahdollisimman pieni
- Aiheuttaa enemmän työkalujen kulumista kuin perinteisessä porauksessa
Suuntaviivat:
- Poraa aina ensin suurempi reikä sisäpuolisen jäysimen muodostumisen minimoimiseksi
- Pienin suositeltu halkaisija ylitettävässä reiässä on 2×DC (sen varmistamiseksi, että kärjen keskikohta tulee ensin työkappaleeseen)
- Varmista vakaat olosuhteet ja käytä mahdollisimman lyhyttä poraa
- Pienennä syöttöä 1/4:ään reikien sisäänsyötön ja ulostulon aikana
- Vähennä sisäänvetäytyssyöttöä
- Hyvät olosuhteet voivat vaikuttaa reiän laatuun ja työkalujen kestoikään
Vinojen sisäänmenojen/ulostulojen poraus
Aiheuttaa epätasaisia ja liiallisia voimia teräsärmässä
- Hakkaava lastuaminen poran siirtyessä työkappaleeseen tai siitä ulostulon aikana
- Lisää värinän mahdollisuutta
- Voi vääristää porausprofiilia
- Aiheuttaa enemmän työkalujen kulumista kuin perinteisessä porauksessa
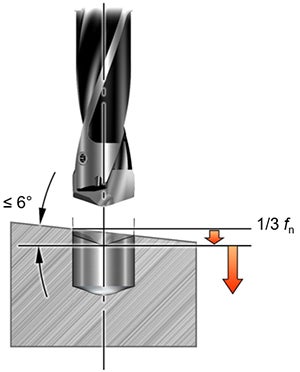
Vinot tai vinot pinnat, sisäänsyöttö
- Suurin suositeltu kulma keskeltä nurkkaan on 6 astetta sen varmistamiseksi, että kärki tulee ensin työkappaleeseen
- Varmista vakaat olosuhteet ja käytä mahdollisimman lyhyttä poraa
- Pienennä syöttöä 1/3 normaaliin syöttöon sisäänsyötön aikana
- Tee alkureikä (mieluiten lyhyt CoroDrill® 870) tai pistejyrsin tasaisen pinnan luomiseksi, jos kulma on suurempi tai pituus pidempi.
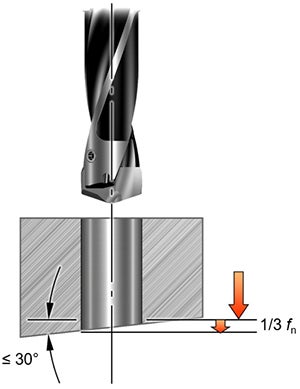
Vinot tai vinot pinnat, ulostulo
- Suurin suositeltu kulma on 30 astetta
- Varmista vakaat olosuhteet ja käytä mahdollisimman lyhyttä poraa
- Pienennä syöttö 1/3 normaaliin syöttöon reiän ulostulon aikana
- Vähennä sisäänvetäytyssyöttöä
- Tämä voi vaikuttaa reiän laatuun ja työkalujen kestoikään verrattuna suotuisin olosuhteisiin
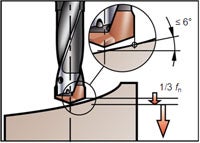
Epäsymmetrisesti kaarevat pinnat porataan
Aiheuttaa poran taipumisen poispäin reiän keskilinjasta
- Aluksi vain teräsärmän reuna on kosketuksissa
- Samanlaiset mutta eivät identtiset vinojen pintojen kanssa
- Suurin suositeltu kulma keskeltä nurkkaan on 6 astetta
- Vakaat olosuhteet
- Käytä mahdollisimman lyhyttä poraa
- Pienennä syöttöä normaalille nopeudelle sisäänsyötön aikana
- Reiän laatu ja työkalujen kestoikä saattoivat heikentyä verrattuna suotuisissa olosuhteissa poraamiseen
- Tee alkureikä tai pistejyrsin tasaisen pinnan luomiseksi, jos kulma on suurempi tai pituus pidempi
Täyskovametalliset porat
Epäsäännölliset pinnat
- Voi vaurioittaa poraa, kun se tunkeutuu pintaan ja/tai ulostuu reiästä
- Kiinnitä erityistä huomiota pienten halkaisijoiden poriin, taipuma voi aiheuttaa poikkeaman, reiän vaeltamisen ja jopa työkalun rikkoutumisen
- Pienennä syöttöä 25 prosenttiin suositellusta nopeudesta, kunnes koko halkaisija on leikattu, jotta lastuamisriski pienenee

Kuperat pinnat
- Poraus onnistuu, jos säde on > nelinkertainen poran halkaisijaan nähden ja reikä on kohtisuorassa sädettä kohti
- Syöttö: 50-100 % suositellusta nopeudesta, kunnes koko halkaisija on leikattu
- Voit myös jyrsiä pintaan pienen tasaisen jyrsimen ennen porausta

Koverat pinnat
- Poraus onnistuu, jos säde on >15-kertainen poran halkaisijaan nähden ja reikä on kohtisuorassa sädettä kohti
- Pienennä syöttöä 30 % suositellusta nopeudesta, kunnes koko halkaisija on leikattu
- Voit myös jyrsiä pintaan pienen tasaisen jyrsimen ennen porausta
Esiporatut reiät
- Ei suositella teräsärmän pirstoutumisriskin takia
Risteävä reikien poraus
Haasteita:
- Tämä vaikuttaa lastujen poistoon, voi tulla ongelmallisempi
- Risteysten jäysteenpoistaminen on vaikeaa. Jäysteenmuodostuksen on oltava mahdollisimman pieni
- Aiheuttaa enemmän työkalujen kulumista kuin perinteisessä porauksessa
Yleisohjeet:
- Syöttöä on yleensä pienennetään, kun pora ylittää olemassa olevan reiän
- Erihalkaisijaisille rei'ille: poraa ensin suurin reikä jäysteenmuodostuksen vähentämiseksi
- Jos poraussyvyys on alle 12 ×D, pienennä syöttöä 25 %:iin suositellusta nopeudesta ylittäessäsi olemassa olevan reiän
- Erihalkaisijaisille rei'ille: poraa ensin suurempi reikä jäysteenmuodostuksen vähentämiseksi
Vinojen sisäänmenojen/ulostulojen poraus
Aiheuttaa epätasaisia ja liiallisia voimia teräsärmässä
- Hakkaava lastuaminen poran siirtyessä työkappaleeseen tai siitä ulostulon aikana
- Lisää värinän mahdollisuutta
- Voi vääristää porausprofiilia
- Aiheuttaa enemmän työkalujen kulumista kuin perinteisessä porauksessa
Yleiset suositukset:
- Vakaus on ratkaisevan tärkeää. Pieni pituuden ja halkaisijan suhde auttaa pitämään toleranssit
- Pienen tasaisen pinnan jyrsintä suositellaan työkappaleita syötettäessä suurella viettovoimalla
- Jopa 10 asteen viettokulmat
- Pienennä syöttöä 30 % suositellusta nopeudesta, kunnes koko halkaisija on leikattu
- Yli 10 asteen viettokulmat
- Ei suositella poraukseen
- Vaihtoehto suurille viettotasoille - jyrsin pieni tasainen pinta ja poraa reikä
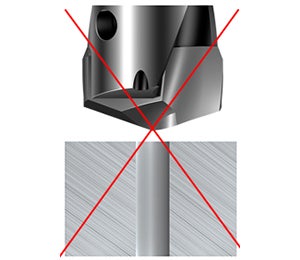
Epäsymmetrisesti kaarevat pinnat porataan
- Ei voida käyttää - ainoastaan teräsärmän osat katkaisuun ja kärki ei välttämättä koske pintaan ensin
- Suuri lastuamisriski
