
CoroCut® QD
El sistema de tronzado más fiable.
Instrucciones de uso de herramientas
Revise y descargue las instrucciones de uso:
Instrucciones de uso de portaherramientas
Revise y descargue las instrucciones de uso:
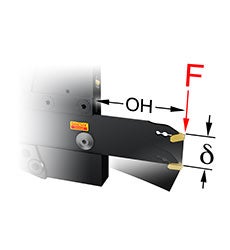
Tronzado en el eje Y: reglaje previo en la máquina multitarea
En máquinas multitarea, la longitud de la herramienta se suele medir en un dispositivo óptico fuera de la máquina.
Tronzado en el eje Y: medición con sonda en centro de torneado
Si el tronzado se realiza en un centro de torneado, la longitud de la herramienta se suele medir con una sonda dentro de la máquina.
Tronzado en el eje Y: reglaje en máquina con cabezal móvil
Averigüe cómo configurar la herramienta con mango en una máquina con cabezal móvil.
Consejos de aplicación
Consejos de aplicación para aumentar la vida útil de la herramienta
Hay varios consejos que mejorarán radicalmente la vida útil de la herramienta durante el tronzado.


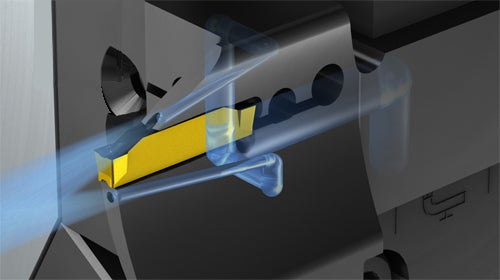
Tronzado y ranurado eficientes
Más información sobre cómo tronzar y mecanizar ranuras profundas sin arriesgar la seguridad del proceso ni la eficiencia de mecanizado.

Saber más, ganar más
Conozca en profundidad las importantes ventajas del uso eficaz de refrigerante y cómo obtener el máximo provecho de sus operaciones de tronzado y ranurado.
Recomendaciones
Plaquitas

|

|

|

|

|
||
| Tipo de material | Grupo de materiales ISO |
Tronzado de tubos |
Tronzado de barras, condiciones estables |
Tronzado de barras, condiciones difíciles |
Intermitencia ligera |
Intermitencia severa |
| Acero aleado | P | GC4425 -CF | GC4425 -CM | GCC1135 -CR | GC1135 -CM | GC1135 -CR |
| Acero de bajo contenido en carbono | P | GC1125 -CL | GC1125 -CL | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| Acero inoxidable | M | GC1125 -CM | GC1125 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| Fundición | K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| Metales no férreos | N | H13A -CO | H13A -CO | H13A -CM | H13A -CM | H13A -CM |
| Superaleaciones termorresistentes y titanio | S | GC1105 -CO | GC1105 -CO | GC1145 -CM | GC1145 -CM | GC1145 -CM |

|

|
|

|
||
| Tipo de material | Grupo de materiales ISO |
Ranurado |
Torneado de ranuras más anchas |
Perfilado |
Tronzado en el eje Y |
| Acero aleado | P | GC4425 -CR | GC1125 -TF | GC4335 -RM | GC4425 -CH |
| Acero de bajo contenido en carbono | P | GC4425 -CL | GC1125 -TM | GC1125 -RM | GC1225 -CH |
| Acero inoxidable | M | GC1135 -TF | GC1135 -TF | GC1135 -RM | GC1135 -CH |
| Fundición | K | GC4425 -CR | GC1125 -TM | GC4335 -RM | GC4425 -CH |
| Metales no férreos | N | H13A -TF | H13A -TF | GC1125 -RM | H13A -CH |
| Superaleaciones termorresistentes y titanio | S | GC1105 -TF | GC1105 -TF | GC1125 -RM | GC1105 -CO |
- Empiece con la primera elección de datos de corte recomendados
- Ninguno de los datos de corte recomendados incluye la aplicación de refrigerante de gran precisión
- Aumente la velocidad un 30-50 % si aplica refrigerante de gran precisión.
- Las geometrías -TF, -CF y -CH tienen diseño wiper para proporcionar un acabado superficial excelente.
Consulte las recomendaciones de plaquitas y geometrías en la página de la página de
plaquitas y calidades de tronzado y ranurado.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
