
CoroMill® 345
Primera elección para un planeado muy productivo

Mecanizar con plaquitas wiper

Refrigerante interior
Use refrigerante interior para tener el mejor acabado superficial al mecanizar acero inoxidable. Aplique un tornillo de refrigerante para habilitar la función de suministro de refrigerante interior.
Montaje de la placa de apoyo
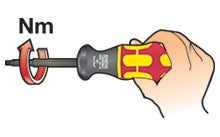
Valor del par
Tornillo de la plaquita: 3.0 Nm (26.5 pulg.-lbs)
Tornillo de la placa de apoyo: 6.0 Nm (53 pulg.-lbs)
Consejos de aplicación
Acabado con plaquitas wiper
El uso de plaquitas estándar combinadas con una o más plaquitas wiper proporciona un excelente acabado superficial. Las plaquitas wiper ofrecen su mejor rendimiento a un gran avance por vuelta (fn), en fresas de mayor diámetro con paso extra estrecho y facilidades de reglaje.

Cómo elegir el paso correcto
Siempre es importante seleccionar el paso adecuado con las propiedades correctas para la operación.
• Al mecanizar en ISO P, use fresas de paso L o M con fz grande para mantener la productividad y reducir los costes
• Los pasos regulares H y HX generan un sonido más suave que las fresas diferenciales
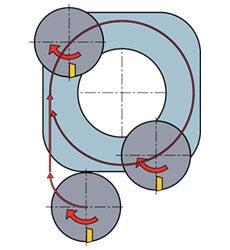
Mantenga la fresa siempre en empañe
La posición de la fresa respecto al empañe de la pieza y el contacto de sus dientes son factores esenciales para alcanzar una operación productiva.
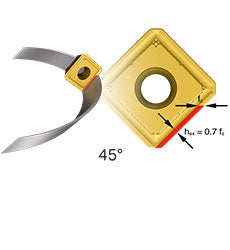
Grosor de viruta máximo
Para una máxima productividad, use el valor hex para calcular fz.
Calcular el parámetro de corte según el valor hex correcto ofrecerá una acción de corte buena con una calidad superficial y una vida útil de la herramienta incluso mejores.
Recomendaciones
●
Condiciones difíciles

L
Potencia y estabilidad limitadas
Voladizo largo
◐
Condiciones normales

M
Uso general
○
Condiciones estables

H
Estabilidad y potencia buenas
Materiales de viruta corta
☆
Condiciones excelentes

HX
Estabilidad y potencia excelentes
Materiales de viruta corta
Plaquita de primera elección
| Desbaste | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Medio | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Acabado | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Datos de corte
| Geometría | ISO | CoroMill® 345 | |||||
| fz (avance por diente), mm (pulg.) | fz (hex), mm (pulg.) | ||||||
| Mín. | Inicial | Máx. | Mín. | Inicial | Máx. | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0.22 (0.009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0.55 (0.022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO-P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO-P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO-P/H | 0.25 (0.010) | 0.40 (0.016) | 0.55 (0.022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号