
CoroDrill® 880
Brocas de plaquita intercambiable
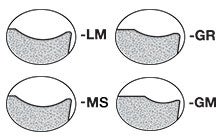
Seleccione la geometría de plaquita
-LM - Rompevirutas de aplicación general
- Fuerzas de corte bajas
- Primera elección en acero de bajo contenido en carbono
- Avance bajo y medio
-GR
- Primera elección en acero aleado e ISO-K
- Avance medio y alto
-MS
- Primera elección en ISO-M y ISO-N
- Filo agudo y fuerzas de corte bajas.
-GM
- Fuerzas de corte bajas
- Avance bajo y medio

Seleccione la calidad
4334
- Primera elección en condiciones normales en ISO-P y K
- Elección complementaria en aplicaciones estables en ISO-M
4324
- Elección resistente al desgaste para ISO-P y K
4344
- Calidad segura que funciona en todo tipo de materiales.
2044
- Primera elección en ISO-M
- Complementaria en ISO-S
N124
- Con recubrimiento de diamante
- Primera elección en ISO-N
H13A
-Calidad sin recubrimiento

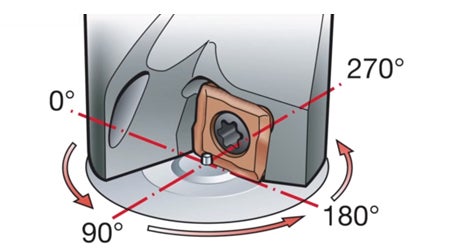
Consejos de mantenimiento de la herramienta
Utilice un destornillador dinamométrico y Molycote para garantizar que la plaquita quede bien asentada. Cambie regularmente el tornillo de la plaquita y asegúrese de que el asiento no presente suciedad ni obstrucciones que puedan desplazar la plaquita.

Resolución de problemas
Si necesita información sobre resolución de problemas, consulte las directrices de nuestro portal de conocimiento.
Haga clic aquí
Guía de aplicación

Buena calidad del agujero
Conseguir una buena calidad del agujero puede requerir atención suplementaria. Aquí encontrará recomendaciones que le ayudarán a comenzar a trabajar.

Operaciones avanzadas
Hay operaciones avanzadas, como las entradas inclinadas o curvadas en el agujero, los agujeros cruzados y las superficies irregulares, requieren atención suplementaria antes del mecanizado. Hemos recopilado información útil para facilitar la realización avanzada de agujeros.
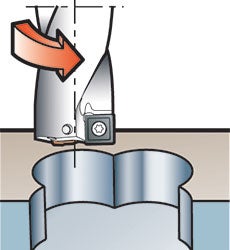
Cavidades rápidas con taladrado con avance axial
La manera más rápida de abrir una cavidad es utilizar el método de taladrado con avance axial. Este método consiste en taladrar agujeros con una relación máxima de solapamiento del 70 %.
Aplicaciones útiles



Recomendaciones
Elija la combinación de calidad y plaquita acertada
| Primera elección | Elección complementaria | ||||
| Plaquita central | Plaquita periférica | Plaquita central | Plaquita periférica | ||
| Acero de bajo contenido en carbono | P | -LM 1044 | -LM 4334 | -LM 1044 | -LM 4324 -LM 4344 |
| Acero de baja aleación | P | -GR 1044 | -GR 4334 | -GR 1044 | -GR 4324 -GR 4344 |
| Acero inoxidable | M | -LM 1144 | -MS 2044 | -LM 1044 | -LM 4344 |
| Fundición | K | -GR 1044 | -GR 4334 | -GR 1044 | -GR 4324 -GR 4344 |
| Metal no férreo | N | -LM N134 | -MS N124 | -LM H13A | -LM H13A |
| Superaleación termorresistente | S | -LM 1044 | -LM 4344 | -LM 1144 -LM H13A |
-MS 2044 -LM H13A |
| Aceros templados | H | -GM 1044 | -GM 4344 | -GR 1044 | -GR 4344 |
Puntos destacados

Agujeros de alta calidad en un solo paso
CoroDrill 880 está diseñada con un cuerpo robusto y plaquitas centrales y periféricas, y con la exclusiva Step Technology™ para equilibrar a la perfección las fuerzas de corte.

CoroDrill® 880 colabora con Valmet
Descubra por qué Valmet acogió con agrado la oferta de probar una nueva versión de CoroDrill® 880™, con mejoras que tenían el potencial de solucionar los problemas que experimentaba la empresa.
Minimizar la desviación de la herramienta en aplicaciones estacionarias
En este vídeo, nuestro experto en taladrado le mostrará cómo se consigue una alineación segura en aplicaciones sobre torno.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
