
CoroTap® 400
CoroTap 400 ist ein spanloser Hochgeschwindigkeits-Gewindeformer für Durchgangs- und Grundbohrungen in Stahl, rostfreiem Stahl und hochwarmfesten Legierungen. Die Gewindeformer sind in den Produktbereichen Universell und Optimiert mit und ohne Ölnuten in einer Vielzahl an Durchmessern, Schneidstoffsorten, Beschichtungen und Gewindeformen für einen großen Anwendungsbereich erhältlich.
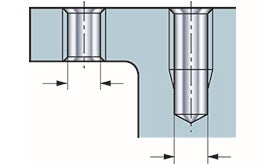
Die Bohrung
Zur Berechnung von Standard-Bohrungsgrößen verwenden Sie die passenden Formeln für Gewindebohrer.
D = Bohrungsdurchmesser (mm, Zoll)
TD = Nenndurchmesser, Gewinde (mm, Zoll)
TP = Gewindesteigung (mm, Zoll)

Das Bauteil
Ist die Bohrung analysiert, werden Werkstoff, Form des Bauteils und Menge näher betrachtet.
Die Maschine
Die Maschine beeinflusst: Stets zu berücksichtigen:

Werkzeughalter
Für optimale Prozesssicherheit und präzises Gewindebohren ist CoroChuck™ 970 die ideale Werkzeugaufnahme für CoroTap 400. Er ist für den Einsatz in CNC-Maschinen mit synchronisierten Gewindebohrzyklen ausgelegt.Mehr Informationen

Anwendungshinweise

Auswahl des richtigen Gewindebohrers
Auswahl des richtigen Gewindebohrers, je nach Zerspanungswerkstoff und Bohrungsspezifikationen.

Kühlschmierstoff
Kühlschmierstoff ist entscheidend für erfolgreiches Gewindebohren. Er beeinflusst die Spanabfuhr, Gewindequalität und Standzeit.

Faktoren für erfolgreiches Gewindebohren
Folgen Sie diesen Schritten, um eine erfolgreiche Bearbeitung und Gewinde von hoher Qualität sicherzustellen.
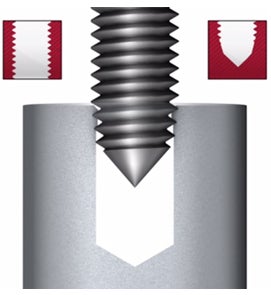
Gewindebohrer Anschnitt
Die für das Gewinde herzustellende Bohrung bestimmt die Ausführung des Anschnitttyps. Es gibt drei verschiedene Anschnitte: B, C und E.

Warum und wann soll CoroTap 400 eingesetzt werden
- Für Stahl, rostfreien Stahl und Aluminium
- Für alle Bohrungsarten einsetzbar
- Bis zu 3.5 x Gewindetiefe
- Spanfreie Gewindelösung
- Zur Erhöhung der Gewindestabilität in einigen Werkstoffen, z. B. Aluminium
Warum einen Gewindeformer einsetzen?
- Schneller als ein Gewindebohrer
- Bietet häufig längere Standzeit
- Ein Werkzeug für Durchgangs- und Grundbohrungen
- Robustes Design = geringeres Bruchrisiko
- Keine Späne
- Schneller Werkzeugwechsel
- Stabilere Gewinde aufgrund von Kaltverfestigung
- Sehr gute Oberflächenqualität des Gewindes
Empfehlungen
Kühlschmierstoff/Emulsion
Je nach Anwendung, stehen viele Kühlschmierstoffoptionen zur Auswahl:- Auf Mineralölbasis
- Synthetischer Kühlschmierstoff
- Halbsynthetischer Kühlschmierstoff
- Auf Pflanzenölbasis
- Unbehandeltes Öl
Es ist wichtig, den Typ und den Inhalt des Kühlschmierstoffes, der in der Maschine verwendet wird, zu kennen.
Mehr Informationen
Hilfreiche Apps


Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号